Сварка – метод соединения деталей из однородного материала: пластика с пластиком, металла с металлом.При сваривании контактирующие поверхности расплавляются или плотно сжимаются. В зоне контакта происходит сплавление двух материалов в один. В результате образуется прочное плотное соединение двух поверхностей.

Сварка – это соединение деталей, сделанных из одинакового материала, для получение единой конструкции.
Сварка металлов расплавлением используется для качественного герметичного соединения ответственных деталей: элементы трубопровода, корпус автомобиля (автобуса, самолета), стенки металлического гаража и ворота, опоры спортивного турника, соединение арматуры внутри бетонной стены и многое другое. Какие виды сварки используют современные сварочные технологии? Как правильно выполняется сваривание металла?
Читайте также:
Как отрезать стекло
быстро и качественно.В чем нюансы
закалки
стекла.О
циркулярной пиле своими руками
читайте тут
.
Виды сваривания металлических поверхностей
Сварка металлов может осуществляться с расплавлением контактных поверхностей или с их сжатием. При этом процессы сваривания называются:
- сваривание плавлением (или расплавлением);
- сваривание пластическим деформированием.

Классификация основных видов сварки.
Соединение деформированием может выполняться с применением подогрева или без него. Деформирование поверхностей без подогрева называется холодной сваркой. При плотном сжатии атомы различных материалов оказываются на близком расстоянии и образуют межатомные связи. Происходит соединение поверхностей.
При сваривании плавлением соединяемые поверхности локально нагреваются и расплавляются. Часто используется третий (присадочный) материал, который плавится и заполняет зазор между двумя металлами. При этом в жидком расплаве образуются межатомные связи между основным материалом и присадкой (расплавленным электродом). После остывания и затвердевания образуется сплошное сварное соединение.
Местный нагрев деталей для сваривания может осуществляться электрическим током или горящим газом. Соответственно, по способу локального нагрева сварка делится на два вида:
 Читайте также:
Читайте также:

- электрическая (в том числе электрошлаковая, электролучевая, лазерная);
- газовая.
Наименования определяются используемым источником тепла. Электричество может работать как напрямую, так и косвенно. При прямом использовании электроэнергия нагревает металл и присадочный электрод благодаря прохождению по ним тока или возникновению дуги. В косвенном использовании работает различная энергия, полученная от воздействия электричества: энергия расплавленного шлака, через который проходит ток, энергия электронов в электрическом поле, луч лазера, возникающий при подаче электричества.

Классификация видов электрической сварки.
Сварка металлических поверхностей может выполняться в ручном или автоматическом режиме. Некоторые виды сварных соединений возможны только с применением автоматики (например, электрошлаковая или шовная), другие доступны для выполнения ручными сварочными устройствами.
Электрическая сварка представлена двумя методами:
- электродуговой;
- электроконтактный.
Разберем подробнее, как происходит соединение поверхностей при дуговом и контактном способе сваривания.
Мнение эксперта:
Эксперты отмечают, что правильная сварка металлов требует не только профессиональных навыков, но и строгого соблюдения технологии. Важно учитывать тип металла, его толщину, а также выбирать подходящий вид сварочного материала и метод. Специалисты рекомендуют также обращать внимание на предварительную подготовку поверхности, чтобы избежать появления дефектов в шве. Правильно подобранные параметры сварки и строгое соблюдение технологии позволяют получить качественное и прочное соединение металлических деталей.

Электродуговая сварка металлов и электроконтактная
Работа электрической дуги
Данный вид сваривания использует для нагрева теплоту электрической дуги. Дуга, образующаяся между металлическими поверхностями, представляет собой плазму. Взаимодействие металлических поверхностей с плазмой вызывает их нагрев и расплавление.

Принцип работы электродуговой сварки.
-
Читайте также:

Электродуговая сварка может выполняться с использованием плавящегося электрода или неплавящегося его вида (графитового, угольного, вольфрамового). Плавящийся электрод одновременно является возбудителем электродуги и поставщиком присадочного металла. При неплавящемся электроде для возбуждения дуги используется стержень, который не расплавляется. Присадочный материал вводят в зону сваривания отдельно. При горении дуги происходит плавление присадки и кромки деталей, образовавшаяся жидкая ванночка после затвердевания образует шов.
В некоторых технологических процессах соединение поверхностей происходит без подачи присадочного материала, только перемешиванием двух основных металлов. Так производят сваривание вольфрамовым электродом.
Если электрическая дуга горит не свободно, а сжимается плазмотроном, при этом через нее продувается плазма ионизированного газа, то такой вид сваривания называется плазменным. Температура и мощность плазменной сварки выше, поскольку при сжатии дуги достигается более высокая температура ее горения, что позволяет выполнять сварку тугоплавких металлов (ниобий, молибден, тантал). Плазмообразующий газ является также защитной средой для соединяемых металлов.
Защита расплавленного металла и сплавление электрическим контактом

Схема электроконтактной сварки.
Если при горении дуги металлические поверхности защищают от окисления газом или вакуумом, то такое соединение называют сваркой в защитной среде. Защита необходима для сварки химически активных металлов (цирконий, алюминий), ответственных деталей из легированных сплавов. Возможна защита сварки другими веществами: флюсом, шлаком, порошковой проволокой. Соответственно, используемые методы сварки получили наименования: сваривание под флюсом, электрошлаковая сварка, вакуумная. Все это – разновидности электродугового метода, использующие различную защитную среду для предупреждения окисления расплава, изменения его химического состава и потери свойств сварного соединения.
Электроконтактная сварка использует тепло, выделяемое в месте соприкосновения двух свариваемых поверхностей. Так выполняется точечное сваривание: детали с усилием прижимают друг к другу до соприкосновения в нескольких точках. Точки соприкосновения будут являться местами максимального сопротивления и наибольшего разогрева поверхности. За счет этого нагрева и происходит оплавление и соединение металлических элементов в точках соприкосновения.
Интересные факты
-
Сварка металлов известна уже более 5000 лет.Самые ранние свидетельства сварки были обнаружены в древнем Египте, где сварка использовалась для изготовления ювелирных изделий и оружия. В древнем Риме сварка использовалась для строительства акведуков и мостов. В средние века сварка использовалась для изготовления доспехов и оружия. В эпоху Возрождения сварка использовалась для изготовления произведений искусства. В 19 веке сварка стала использоваться в промышленности для изготовления паровых котлов и двигателей. В 20 веке сварка стала использоваться в строительстве, автомобильной промышленности и авиации.
-
Существует более 100 различных способов сварки металлов.Каждый способ сварки имеет свои преимущества и недостатки. Наиболее распространенными способами сварки являются: дуговая сварка, газовая сварка, контактная сварка и сварка трением.
-
Сварка металлов является одним из самых опасных видов работ.Сварщики подвергаются воздействию вредных газов, пыли и излучения. Сварщики также подвергаются риску ожогов, травм глаз и поражения электрическим током. Поэтому сварщики должны соблюдать правила безопасности и использовать средства индивидуальной защиты.

Технология электродуговой сварки металлов

Принцип подключения и работы электродуговой сварки.
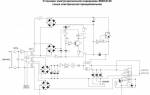
Технология сварки металла с использованием электрической дуги состоит в последовательности действий по организации работы сварочного аппарата и непосредственном выполнении сварки.
Подготовка состоит в установке сварочного инвертора, выборе электродов и выполнении необходимого скоса кромки (подготовке поверхностей).
После установки сварочного аппарата в месте сварки контактный провод с помощью «крокодила» (конструкция присоединяющей клеммы) крепят на одной из контактных металлических поверхностей. Включают сварочный аппарат и выставляют регулятором тока его силу. Сила тока регламентируется размером электрода и толщиной свариваемых деталей. Для электрода диаметром 3 мм сила тока должна соответствовать 80-100 А.
Если поверхность металла окрашена или окислена с образованием слоя ржавчины, его необходимо поцарапать металлической щеткой для обеспечения полноценного контакта в соединении.
Определяется вид соединения контактных поверхностей:
- стыковое;
- внахлест;
- угловое;
- тавровое;
- торцевое.

Типы сварных соединений и швов.
Рассмотрим подробнее особенности сваривания различных типов соединений. Стыковое соединение часто требует предварительной подготовки кромок свариваемых поверхностей: по их краям выполняются скосы. V-образные скосы делают по краям листов толщиной от 5 до 15 мм, Х-образные скосы – на листах толщиной больше 15 мм. Снятие V-образной кромки при стыке поверхностей позволяет получить углубление, по которому выполняется сварка. Х-образные кромки предполагают наличие углубления и выполнение сварных швов с двух сторон соединения.
Угловые и тавровые соединения тоже могут выполняться со скосом кромок (с разделкой поверхности) или без скосов и разделки (в зависимости от толщины сварного сечения).
-
Читайте также:

Тавровое и угловое соединения позволяют соединять детали различной толщины. При этом положение электрода должно быть более вертикальным к той поверхности, у которой больше толщина.
Электроды для сваривания: виды и выбор
Электрод для сварки представляет собой металлический стержень, покрытый обмазкой. Состав обмазочного покрытия предназначен для защиты металла сварного шва от выгорания при окислении. Флюс вытесняет из расплавленного металла кислород, чем препятствует окислению, и выделяет защитный газ, чем также предупреждает окисление. В состав обмазки входят следующие компоненты:

Схема электрода для сварки: 1 – стержень; 2 – участок перехода; 3 – покрытие; 4 – контактный торец без покрытия; L – длина электрода; D – диаметр покрытия; d – номинальный диаметр стержня; l – длина зачищенного от покрытия конца
- стабилизаторы зажигания и горения (калий, натрий, кальций);
- шлакообразующая защита (шпат, кремнезем);
- газообразующие (древесная мука и крахмал);
- рафинирующие соединения (для вывода и связывания серы и фосфора, вредных для сваривания металла примесей);
- легирующие элементы (если шву необходимы особые свойства);
- связующие (жидкое стекло).
Выпускаемые промышленностью электроды имеют диаметр от 2,5 до 12 мм, для ручной сварки наибольшее применение получили 3-миллиметровые электроды.
Выбор диаметра электрода определяется толщиной свариваемых поверхностей, требуемой глубиной проплавления. Существуют таблицы, приводящие рекомендованные значения диаметров электродов в зависимости от толщины проплавляемых поверхностей. Надо знать, что небольшое уменьшение диаметра электрода возможно, при этом увеличивается время выполнения процесса. Электрод меньшего диаметра дает возможность лучше контролировать процесс, что важно для начинающего сварщика. Более тонкий электрод можно передвигать медленнее, что важно в процессе обучения.
Характеристики дуговой сварки: определение и значение
Перед началом сварки определяются оптимальные характеристики процесса сваривания:

Таблица выбора силы тока для сварки.
- Сила тока (регулируется на сварочном аппарате). Сила тока определяется диаметром электрода и материалом его покрытия, расположением шва (вертикально или горизонтально), толщиной материала. Чем толще материал, тем большая сила тока потребуется для его прогрева проплавления. Недостаточная сила тока не расплавляет сечение шва полностью, в результате присутствуют непровары. Слишком большой ток приведет к излишне быстрому расплавлению электрода, когда основной металл еще будет не расплавлен. Рекомендуемое значение тока указывается на упаковке электродов.
- Свойства тока (полярность и род). В большинстве сварочных приборов используется прямой ток, он преобразуется из тока встроенным в аппарат выпрямителем. При постоянном токе поток электронов двигается в одном (заданном полярностью) направлении. Полярность при сварке определяет направление движения потока электронов. Существующие полярности выражаются в подключении электрода и детали:
- прямая – деталь к «+», а электрод к «-»;
- обратная – деталь к «-», электрод к «+».Благодаря движению электронов от “минуса” к “плюсу” на положительном полюсе «+» выделяется больше тепла, чем на отрицательном «-». Поэтому положительный полюс располагают на элементе, требующим более значительного прогрева: чугун, сталь толщиной 5 мм и более. Таким образом, прямая полярность обеспечивает глубокое проплавление. При соединении тонкостенных деталей и листов применяется обратная полярность.
- Напряжение дуги (или длина сварочной дуги) – это расстояние, выдерживаемое между концом электрода и поверхностью металла. Для электрода диаметром 3 мм рекомендуемая длина дуги составляет 3,5 мм.
Опыт других людей
Правила и технологии сварки металлов вызывают много положительных отзывов среди профессионалов. Они отмечают, что правильно подобранные параметры сварки позволяют получить прочное и качественное соединение металлических деталей. Люди отмечают, что знание особенностей сварочных материалов и умение выбирать подходящий метод сварки являются важными навыками для специалистов в этой области. Кроме того, правильное применение технологий сварки способствует увеличению безопасности и надежности конструкций, что также получает положительные отзывы от профессионалов.
Как выполняется дуговая сварка: технология
Начало сварки: последовательность розжига дуги

Способы розжига сварочной дуги.
Для возникновения дуги новый электрод вставляют в зажим и обстукивают о твердую поверхность для удаления обмазки на его рабочем конце. Под шлаком находится металлическая присадка, сам шлак служит изоляцией и закрывает присадку от розжига. После этого электродный стержень приближают к металлической поверхности на минимально возможное расстояние, 3-5 мм, не допуская прикосновения. При этом электрод держат под углом к поверхности свариваемого металла. Технология сварки металлов электродом регламентирует угол наклона электрода в размере 60-70ºC. Визуально такой угол воспринимается как почти вертикальный, с небольшим уклоном.
Для розжига дуги электродом чиркают о поверхность металла наподобие зажигания спички о коробок с серой.
Если электрод слишком приблизить к свариваемой поверхности металла, возникнет прилипание и короткое замыкание. У тех, кто начинает варить, электрод прилипает часто. По мере приобретения навыка правильного расположения электрода над металлом, поддержки оптимального расстояния прилипания происходить не должно. Прилипший электрод можно оторвать, наклонив его в другую сторону или выключив сварочный аппарат.
Если электрод прилипает слишком часто, возможно, что сила тока недостаточно велика, ее необходимо увеличить.
При оптимальной правильной удаленности электрода от места сварки (около 3 мм), происходит образование дуги с температурой порядка 5000-6000ºC. После возгорания дуги электрод можно слегка приподнять от рабочей поверхности, на несколько миллиметров.
Перемещение электрода и сварная ванна

Схема сварочной ванны.
При плавлении электрода и основного материала образуется сварная ванна (лужица расплавленного металла).
Электрод и дуга вместе со сварной ванной (зоной расплавленного металла) плавно перемещаются вдоль линии соединения. Скорость перемещения электрода определяется скоростью расплавления металла и изменения его цвета. Быстрое передвижение электрода осуществляется при работе с тонкими листами, быстро нагревающимися и легко образующими сварную ванну. Замедленное перемещение электрода применяется на толстых массивных соединениях.
Форма перемещения электрода (прямо, зигзагом, петлями) определяется шириной сварного шва и глубиной проплавления. Электрод может перемещаться прямолинейно (ровно) при небольшой сварочной ширине. Он может двигаться петлями, зигзагом, если необходимо проварить достаточную ширину и глубину соединения. Варианты движения электрода приведены на Рисунке 1.

Рисунок 1. Способы движения электрода.
Выпуклость шва после застывания сварной ванны определяется положением электрода во время сварки. Если электрод расположен почти вертикально, шов будет ровным, а проплавление – глубоким. Более наклонное расположение электрода формирует выпуклую поверхность сварного соединения и уменьшение глубины проплавления. Слишком большой наклон электрода располагает дугу в направлении шва, делая процесс сваривания плохоуправляемым.
Для качественного соединения расплавленная ванна должна иметь тонкие края, быть достаточно жидкой и послушно перемещаться за электродом.
Ванна в светофильтре (сквозь темное стекло) выглядит как оранжевая поверхность с рябью. Появление оранжевого цвета ванны (капли жидкого расплава) может расцениваться в качестве индикатора для дальнейшего перемещения электрода. То есть если появился оранжевый цвет, то сдвигаем электрод дальше на несколько миллиметров.

Схема устройства и основных показателей сварочной ванны.
В месте окончания проплавления необходимо увеличить размер сварной ванны. Для этого электрод должен удерживаться над данной точкой на несколько секунд дольше.
Если происходит сквозное проплавление материала, необходимо уменьшить величину тока и взять другой электрод (меньшего диаметра). Прожженным дырам дают остыть, сколачивают с них шлак и после этого заваривают.
После сварки необходимо постучать молотком по сварному шву. Это позволит удалить с него окалину и визуально проверить сварное соединение на отсутствие несплошностей или непроваров.
Технология контактной, шовной и газовой сварки металлов
Технология сварки металла по контактам имеет некоторые особенности. Ток подключают к свариваемым деталям, после чего их сближают до соприкосновения. Вдоль поверхности стыка возникают контактные точки, в них за несколько секунд происходит разогрев металла до начала его плавления. После этого ток выключают и стыковые поверхности придавливают друг к другу, обеспечивая плотный контакт точкам расплавления.

Технология шовной сварки.
При шовной сварке работает сварочный автомат. Данный вид сваривания позволяет получить ровный сплошной шов на длинных листовых поверхностях. В аппарате для шовной сварки электроды представляют собой вращающиеся ролики. Между ними пропускаются соединяемые металлические листы.
Газовая сварка использует для образования тепла окисление горючего газа с высокой теплотворной способностью, например, ацетилена, пропана или бутана. Газ и кислород перемешивается внутри горелки, из которой выходит пламя.
Электрошлаковая сварка является видом сваривания в защитной среде. В данной технологической операции шлак является защитным материалом, ограждающим расплавленный металл от контакта с воздухом. Этот вид сварки осуществляется в автоматическом режиме.
Оборудование: выбор сварочного аппарата и средств защиты

Для защиты глаз от ожога при сварке необходимо использовать маску со светофильтром.
Для выполнения сваривания необходим электрический ток большой величины, поступающий на электрод. Современный прибор, обеспечивающий постоянное поступление тока к месту сварки, называется инвертором. Более старые модели сварочных аппаратов имели громоздкие размеры и значительный вес, новые инверторы легко переносятся, не вызывают просаживания сети (это состояние выражается в потере напряжения и мигании лампочек во всем многоквартирном доме или по всей улице частного сектора). Во многих современных инверторах установлена защита от короткого замыкания. При залипании электрода инверторный аппарат автоматически выключается.
Защитный инвентарь: маска со светофильтром (темным стеклом). Светофильтр оберегает глаза от ожога. Без него можно получить ожоги роговицы различной степени: от легких, когда в глазах сохраняется ощущение присутствия песка, до тяжелых, когда восстановить зрение невозможно.
Качество защиты светофильтра определяется номером. Чем толще электрод и больше сварочный ток, тем более мощный светофильтр необходим для защиты зрения.
Освоение тонкостей работы со сварочным аппаратом, выдерживание правильного расстояния дуги, наклона электрода формирует мастерство сварщика. Профессионализм определяется умением управлять процессом, получать качественное соединение поверхностей.
Современные сварочные инверторы дают возможность овладеть искусством сварщика самостоятельно и выполнять сварочные работы собственноручно.
Частые вопросы
Какие существуют основные технологии сварки металлов?
Существует несколько основных технологий сварки металлов, включая дуговую сварку, газовую сварку, лазерную сварку, ультразвуковую сварку и др. Каждая из них имеет свои особенности и области применения.
Какие правила безопасности следует соблюдать при сварке металлов?
При сварке металлов необходимо соблюдать ряд правил безопасности, таких как использование защитной экипировки (шлем, перчатки, специальная одежда), проветривание помещения, контроль за электрическими проводами и т.д. Это поможет избежать травм и обеспечить безопасные условия работы.
Полезные советы
СОВЕТ №1
Выбирайте правильный метод сварки в зависимости от типа металла, его толщины и конструкции. Например, для сварки алюминия лучше использовать метод TIG, а для сварки углеродистых сталей – метод MMA.
СОВЕТ №2
Подготовьте поверхность металла перед сваркой: удалите окислы, жир, краску и другие загрязнения, чтобы обеспечить качественное соединение.
СОВЕТ №3
При сварке следите за температурным режимом, чтобы избежать перегрева или недостаточного нагрева металла, что может привести к дефектам сварного шва.








ли со статьей или есть что добавить?