Сварка металлов давно используется по всему миру. Если сварка стальных конструкций не вызывает проблем, то возможность сварки алюминия у многих вызывает сомнение. Однако многие сомнения исчезнут, если решить вопрос, как варить алюминий аргоном.

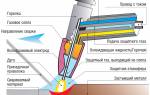
Схема аппарата TIG для аргонодуговой сварки.
Алюминий, действительно, специфичный материал и вызывает некоторые дополнительные требования. Еще больше усложняют картину многочисленные алюминиевые сплавы, которые широко применяются как в производстве, так и в быту. Несмотря на некоторые сложности, такая проблема, как варить алюминий аргоном, решается достаточно просто даже в бытовых условиях.
Специфика работ

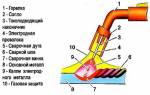
Процесс аргонодуговой сварки.
Одной из главных проблем при сварке алюминия является быстрое его окисление на воздухе. На поверхности алюминия появляется очень тугоплавкий оксид алюминия (плавится при температуре выше 2000ºС), образует плотную пленку. Перед началом или в процессе работ эту пленку необходимо удалить.
Воздействие высокой температуры существенно уменьшает механическую прочность алюминия, что может привести к разрушению материала на участках, примыкающих к сварному шву. Кроме того, алюминий имеет повышенную текучесть расплава, которая усложняет удержание его в зоне сварного шва. Цвет алюминия не изменяется при прогреве, что не позволяет точно контролировать зону и степень разогрева.
Алюминий имеет повышенный коэффициент линейного расширения при низком модуле упругости, что объясняет его стремление к деформации. Для устранения риска появления деформаций в сварочной зоне необходимо проведение, например, предварительного подогрева.
Повышенная теплопроводность алюминия для его сварки требует более высокое количество тепла, поэтому увеличиваются энергозатраты и мощность источника тока. Для алюминия и особенно для сплавов его с магнием характерно появление водородной пористости в сварном шве. При сварке велик риск горячего растрескивания материала сварного шва, вызванного напряжениями при его кристаллизации.
 Читайте также:
Читайте также:
Мнение эксперта:
При варке алюминия аргоном важно соблюдать определенные правила и рекомендации экспертов. Согласно мнению специалистов, для успешного процесса необходимо обеспечить чистоту поверхности металла, избежать контакта с влагой и жиром, а также поддерживать оптимальную температуру и скорость подачи аргонного газа. Эксперты также рекомендуют использовать специальное оборудование и следить за качеством используемого аргонного газа. Правильное варение алюминия аргоном позволит получить высококачественный результат и избежать негативных последствий.

Принцип сварки аргоном

Принципиальная схема аргонодуговой сварки.
Достаточно эффективным способом, позволяющим варить алюминий, является сварка при помощи электрической дуги, плавящей металл в инертной среде. Инертность среды в сварочной зоне обеспечивается подачей аргона особой чистоты. Допускается использование смеси аргона с гелием. Такая среда позволяет предохранить свариваемый материал от окисления при повышенной температуре во время сварки за счет того, что аргон практически не вступает в химические связи с другими материалами сам и при этом вытесняет воздух из сварочной зоны.
Электродуговая сварка в среде аргона осуществляется с использованием специального инструмента – горелки. Горелка содержит канал, по которому аргон подается в зону ведения работ. Внутри горелки устанавливается электрод. Верхняя часть горелки и электрода охлаждаются жидкостью. В качестве электродов могут применяться плавящиеся и неплавящиеся электроды. Чтобы обеспечить металлом сварной шов, используется присадочный пруток или проволока, материал которой, расплавляясь при нагреве, заполняет объем шва. Пруток подается в сварочную зону вне горелки.
Сварка металла производится при помощи электрической дуги, которая зажигается между поверхностью металла и электродом. Для зажигания и поддержания дуги на электрод подается сварочный ток постоянного или переменного напряжения.
Интересные факты
-
Алюминий не плавится при сварке аргоном.Вместо этого он нагревается до температуры, при которой становится пластичным и легко поддается деформации. Это позволяет сваривать алюминий без использования флюса, который необходим для защиты расплавленного металла от окисления.
-
Сварка аргоном может использоваться для сварки алюминия любой толщины.Однако для сварки тонкого алюминия (менее 1 мм) требуется специальное оборудование и навыки.
-
Сварка аргоном алюминия является очень прочным соединением.Сварной шов имеет высокую прочность и коррозионную стойкость. Это делает сварку аргоном идеальным выбором для сварки алюминиевых конструкций, которые должны выдерживать высокие нагрузки и работать в агрессивных средах.

Подготовка поверхности

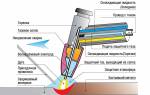
Схема аргоновой сварки вольфрамовым электродом.
Спецификой сварки алюминия является требование к тщательной подготовке поверхности перед началом работ. Главная задача подготовки – разрушить оксидную пленку, и проводится это в несколько этапов. Прежде всего поверхность очищается от пыли и грязи, а кромки соединяемых заготовок очищаются и немного закругляются вверху напильником.
На следующем этапе поверхность обрабатывается растворителем. Для алюминия и его сплавов следует использовать органические растворители или щелочной раствор следующего состава: 50 г фосфатно-натриевой соли, 50 г соды, 30 г жидкого силикатного стекла из расчета на один литр воды. Перед обработкой раствор целесообразно нагреть.
-
Читайте также:
После очистки растворителем производится механическая обработка алюминия металлической щеткой. Такую щетку можно изготовить из проволоки диаметром 0,1-0,2 мм. Всю обработку поверхности материала следует закончить не позднее чем за 3 часа до начала работ, чтобы избежать появления новой пленки.
Опыт других людей
Правильное варение алюминия аргоном вызывает много положительных отзывов. Люди отмечают, что этот метод позволяет получить более чистый и прочный металл. Они отмечают улучшение свойств конечного продукта и уменьшение количества дефектов. Многие также отмечают, что процесс варки становится более удобным и безопасным. Как результат, варка алюминия аргоном становится все более популярной среди производителей и мастеров.
Применение неплавящихся электродов

Схема аргоновой сварки алюминия.
Сварка алюминия может производиться с использованием электрода, который сам не плавится в зоне сварки. Такой электрод только обеспечивает образование электрической дуги между ним и поверхностью заготовки. Металл для заполнения сварного шва образуется путем расплавления присадочной проволоки.
Чаще всего в качестве неплавящихся при сварке электродов используются вольфрамовые электроды. Диаметр таких электродов составляет 2-6 мм. Варят вольфрамовыми электродами алюминиевые заготовки толщиной до 12 мм.
Сварка алюминия с применением вольфрамовых электродов осуществляется, обычно, на стандартных сварочных установках типа УДГ, обеспечивающих подачу переменного тока необходимой силы. Установка способна подавать аргон со скоростью до 15 л/мин. Величина переменного напряжения в сварочной цепи при использовании аргона поддерживается 15-20 В.

Таблица выбора проволоки для сварки алюминия.
-
Читайте также:
В качестве присадочного материала находит применение алюминиевая проволока на основе чистого алюминия типа АО или АД. При работе с алюминиевыми сплавами применяется проволока или пруток с составом, аналогичным или близким к составу сплава. Так, для алюминиево-магниевых сплавов используется присадка из того же сплава с содержанием магния, немного (до 1,5%) превышающим содержание его в самом сплаве.
Режим сварки алюминия вольфрамовыми электродами зависит от диаметра электрода и толщины алюминия. Можно рекомендовать некоторые конкретные параметры процесса. Так, для сварки листов толщиной до 2 мм электродом диаметром 2 мм следует применить присадочную проволоку диаметром до 2 мм, а силу сварочного тока установить в пределах 50-70 А. Для заготовки толщиной 4-6 мм и электроде диаметром 3 мм – диаметр присадки до 3 мм, сила тока – 100-130 А, а при электроде диаметром 4 мм сила тока увеличивается до 160-180 А. Сварка алюминия толщиной до 10 мм электродом 5 мм требует установки силы сварочного тока 220-300 А.

Схема газовой сварки алюминия.
Сварка алюминия с использованием неплавящихся электродов производится в один или несколько заходов, в зависимости от толщины заготовок. При толщине алюминия до 3 мм процесс сварки можно выполнить за один проход (при условии использования керамической подкладки под сварочный шов для удержания расплава). Сварка алюминия толщиной до 6 мм потребует двух проходов. Сварка при толщине более 6 мм вызывает необходимость создания скосов на кромках свариваемых заготовок и четырех проходов сварки.
Зажигание дуги в среде аргона (особенно при использовании вольфрамовых электродов) путем касания электродом поверхности металла не используется.Наиболее эффективный способ – применение осциллятора, подающего на электрод высокочастотные импульсы высокого напряжения. Эти импульсы осуществляют ионизацию зоны дуги и обеспечивают ее зажигание при подаче сварочного тока без касания электродом поверхности металла. При отсутствии осциллятора зажечь дугу можно, только повышая сварочный ток при минимальном дуговом промежутке.
Постоянный ток: применение плавящихся электродов

Таблица режимов сварки алюминия.
Сварка алюминия постоянным током в среде аргона возможна при использовании плавящихся электродов. Такие электроды под действием электрической дуги плавятся и заполняют пространство между свариваемыми деталями. Применение в этом случае присадки не обязательно.
-
Читайте также:

При создании дуги постоянным током применяются сварочные инверторы, например, типа вд-200. Основным преимуществом сварных работ постоянным током является стабильность дуги и возможность плавной регулировки сварочного тока. Дуга зажигается и поддерживается постоянным током обратной полярности. Такая полярность обеспечивает разрушение оксидной пленки на поверхности алюминия, что также относится к преимуществу способа.
В качестве плавящихся электродов в последнее время находят широкое применение покрытые электроды типа озана-1 для технического алюминия и электроды типа озана-2 для некоторых алюминиевых сплавов.

Метод аргоновой сварки с применением плавящегося электрода.
Эти электроды формируют состав сварочного шва, близкий к самому материалу. Расход электродов типа «озана» в среднем составляет 2-2,2 кг на один килограмм наплавленного металла. Из других плавящихся электродов следует отметить электроды ОК96.10 с покрытием щелочными солями для технического алюминия, а также электроды ОК96.20 для сплавов, в т.ч. алюминиево-магниевых сплавов.
Плавящиеся электроды для алюминия имеют повышенную гигроскопичность, поэтому перед употреблением требуется их просушка при температуре до 150ºС не менее получаса. При этом их использование после просушки должно быть не более суток.
Режим зависит от диаметра электродов и толщины металла. При сварке алюминия толщиной до 10 мм нужно придерживаться следующих рекомендаций: при диаметре электрода 3 мм сила постоянного тока устанавливается в пределах 60-90 А, при диаметре 4 мм – 90-125 А, при диаметре 5 мм – 120-150 А. При сварке перемещение электрода в поперечном направлении надо сделать минимальным.
Для формирования качественной структуры металла в зоне сварки кромки и прилегающие участки алюминиевых деталей необходимо предварительно подогреть, например, с помощью газовой горелки.
Температура нагрева выбирается с учетом марки материала и толщины. В среднем требуется нагрев до 400 градусов. После окончания процесса сварки надо обеспечить медленное охлаждение сварного шва.
Дополнительные рекомендации
Качество сварного шва улучшается при проведении дополнительной обработки кромок соединяемых заготовок. При сварке алюминия толщиной менее 5 мм обработка кромок обычно не проводится. В случае сварки алюминия толщиной 5-10 мм рекомендуется сточить верхний край кромки, образуя V-образную форму сварного шва. При работе с металлом толщиной более 10 мм часто применяется Х-образная обработка кромки, т.е. фаска снимается и сверху, и снизу. Кроме того, сварной шов формируется с обеих сторон заготовки.
Сварку алюминия рекомендуется производить только встык. Такие виды соединения, как внахлест или тавровое, создают опасность накопления шлаков в зазорах, что вызовет усиленную коррозию прилегающих участков металла.
После формирования сварного шва необходимо тщательно очистить его от шлака. Даже небольшой его остаток ведет к химическим взаимодействиям, разрушающим металл. Шлак убирается путем промывки горячей водой и механической очистки металлической щеткой.
При проведении работ необходимо контролировать поступающий аргон. Остановка потока недопустима.
Необходимый инструмент
При сварке алюминия потребуется следующий инструмент:
- горелка газовая или паяльная лампа;
- болгарка;
- напильник;
- круг наждачный;
- молоток;
- долото;
- плоскогубцы;
- отвертка;
- щетка металлическая;
- штангенциркуль;
- ключи гаечные.
Электродуговая сварка в среде аргона показала свою эффективность при сварке алюминия и его сплавов. Варить алюминий этим способом вполне можно самому в бытовых условиях при наличии оборудования и определенных навыков.
Частые вопросы
Какой метод используется для варки алюминия аргоном?
Для варки алюминия аргоном используется метод TIG (Tungsten Inert Gas) или газовая дуговая сварка. В этом методе алюминиевый стержень или проволока плавится при помощи дуги, защищенной аргоном.
Какой тип оборудования необходим для варки алюминия аргоном?
Для варки алюминия аргоном необходимо использовать сварочный аппарат TIG, который позволяет создавать стабильную дугу и подавать аргон для защиты металла от окисления.
Какие особенности следует учитывать при варке алюминия аргоном?
При варке алюминия аргоном следует учитывать, что этот металл имеет высокую теплопроводность, поэтому необходимо использовать специальные методы управления теплом и подачи аргонного газа для обеспечения качественного сварочного шва.
Полезные советы
СОВЕТ №1
Перед началом варки алюминия аргоном необходимо тщательно очистить металлическую поверхность от окислов и загрязнений, чтобы избежать появления дефектов в итоговом продукте.
СОВЕТ №2
При варке алюминия аргоном следует обеспечить хорошую вентиляцию помещения, так как при этом процессе выделяются вредные газы, которые необходимо удалить из рабочей зоны.
СОВЕТ №3
Для обеспечения качественной сварки алюминия аргоном, необходимо правильно настроить оборудование, контролировать температуру и поддерживать стабильный поток аргонного газа.







ли со статьей или есть что добавить?