Очень часто при покупке оборудования для проведения сварочных работ люди задаются вопросом о том, возможна ли сварка алюминия полуавтоматом. Не исключено, что со временем у вас возникнет потребность в сваривании алюминиевых деталей. Поэтому желательно сразу узнать о возможностях того или иного агрегата.

Процесс электро сварки алюминия.
Если обобщить сварку алюминия, то получится, что такой вид работ несколько отличается от проводимых со сталью.Вам понадобится специальное оборудование и некоторые навыки. Необходимо тщательно изучить технологию, как сваривать алюминий. Только после подробного изучения процесса и приобретения нужных деталей можно приступать непосредственно к работе.
Сварка алюминия полуавтоматом

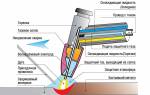
Схема процесса сварки алюминия полуавтоматом.
Полуавтоматическая сварка данного метала предполагает использование специальной проволоки. Она тоже подается к месту сваривания через рукав с пистолетом. Подача происходит при помощи роликов. При наличии опыта сварки стали при помощи полуавтомата нужно немного поменять сам подход.
Алюминий является мягким металлом, поэтому сварочная проволока должна подаваться несколько быстрее, чем при работе с другими веществами. Он очень хорошо проводит тепло. Это свойство приводит к необходимости сваривать алюминий на большем токе для образования идеального шва и достаточной степени проваривания. Допускается постепенное снижение электрических импульсов в процессе работ. Варить алюминий с использованием большого тока гораздо проще и требует значительно меньше усилий.
Мнение эксперта:
Эксперты отмечают, что технология сварки алюминия полуавтоматом является эффективным и удобным способом соединения алюминиевых деталей. Она позволяет проводить сварку с высокой точностью и качеством, что особенно важно при работе с тонкими и легкими металлическими конструкциями. Кроме того, использование полуавтомата упрощает процесс сварки и позволяет сократить время на выполнение работ. Это делает технологию особенно привлекательной для промышленных предприятий и производств, где требуется высокая производительность и качество сварочных соединений.

Выбор оборудования и материалов для сварки алюминия
Полуавтоматическая сварка метала с большой толщиной требует применения мощного аппарата.
Для регулярного проведения сварочных работ рекомендуется приобрести полуавтомат с мощностью не менее 200 А.

 Читайте также:
Читайте также:
Характеристики алюминия.
Прекрасным выбором для сварки алюминия будет оборудование с режимом пульсации. Благодаря ему можно легко пробить пленку, которая является следствием окислительных процессов. Также импульсный режим препятствует перегреву деталей и помогает исключить их прожег. Такой тип сварочных работ позволяет получить качественный шов.
Для варки алюминия полуавтоматом необходим защитный газ, который состоит из аргона в чистом виде или с примесью гелия. Это является существенным отличием от проведения работ со сталью, требующей добавления углекислого газа. Если редуктор и регулятор разработаны для СО2, то необходима их замена.
Одним из материалов, которыми вам следует запастись, является проволока из алюминия. При использовании прута 0,8 рекомендуется подбор сопла с диаметром около 1. Это обусловлено сильным расширением метала при нагревании. Данный показатель у алюминия гораздо выше, чем у стали. У контактных наконечников размер должен быть тоже несколько больше обычного.
Ролики механизма подачи должны иметь канавки в форме U. Обычный V-образный тип для сварки алюминия не подходит. Аппарат, у которого имеется механизм с четырьмя роликами, считается идеальным вариантом для проведения таких работ. Подача стержней при варке алюминия полуавтоматом должна превышать норму для стали. Учитывать все эти нюансы необходимо для предупреждения повреждений мягкого материала полуавтоматом. Уменьшить трение алюминиевого прута помогает использование графитового или тефлонового кабельного канала.
Сварочная горенка тоже заслуживает пристального внимания. Для мягкого алюминиевого стержня рекомендуется применять прямой шланг, длина которого не превышает 3 м.
Интересные факты
-
Сварка алюминия полуавтоматом позволяет добиться высокой прочности и герметичности сварного шва, что делает ее незаменимой в различных отраслях промышленности, таких как автомобилестроение, авиастроение и судостроение.
-
Технология сварки алюминия полуавтоматом отличается высокой скоростью и производительностью, что позволяет значительно сократить время выполнения сварочных работ и повысить эффективность производства.
-
Сварка алюминия полуавтоматом может осуществляться в различных пространственных положениях, что делает ее универсальным методом сварки, подходящим для работы с изделиями сложной формы и в труднодоступных местах.

Опыт других людей
Технология сварки алюминия полуавтоматом вызывает восторженные отзывы у профессионалов. Они отмечают высокую эффективность и качество сварочных соединений. “Это революционный метод, который значительно упрощает процесс сварки алюминиевых деталей”, – отмечает опытный сварщик Александр. “С помощью полуавтомата можно добиться идеальной сварки без лишних усилий”, – добавляет инженер-конструктор Николай. Таким образом, отзывы о технологии сварки алюминия полуавтоматом подчеркивают ее преимущества и перспективы в сфере промышленной сварки.
Технология сварки алюминия

Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
-
Читайте также:

Процесс варки должен происходить при поддержании постоянной дуги. Для данного метала ее длина составляет 1,2-1,5 см. При меньших размерах возможен прожог метала, а превышение чревато отсутствием сплавления. Эти параметры зависят от состава самого сплава и его толщины.
Технология сварки алюминия полуавтоматом выглядит следующим образом:
- В аппарат заправляется алюминиевая проволока с протягиванием через механизм подачи к горелке.
- Настраивается в полуавтомате подача электричества.
- Подключается баллон с чистым аргоном или примесью гелия.
- Подготавливается деталь к процессу варки.
- Начинается плавка кратера на месте стыка деталей с постепенным заполнением жидким металлом.
- Заваривается углубление потоком алюминия до формирования шва.
Подачу электричества необходимо настроить на обратный режим, при котором минус идет на саму деталь, а плюс соединен с электродом. При наличии толстой детали рекомендуется использовать смесь аргона и гелия. Для тонкостенного материала вполне подойдет и первый вид газа в чистом виде.
Подготовка детали сопровождается очисткой и обезжириванием поверхности на стыках. При образовании очень сильного загрязнения к баллону с аргоном добавляется 3% кислорода. Такой метод приведет к сгоранию грязи в процессе сварки.
Проваривание кратера начинается на стыках. Он пробивается с использованием импульсной подачи электрического тока. Другого способа пробить пленку, которая образовывается впоследствии окислительных реакций, просто не существует. Потом кратер смещается с помощью горелки и заполняется расплавленными потоками метала, который получается с алюминиевого стержня. Правильно сделанное углубление по своей форме должно напоминать каплю.
В конце сварочных работ шов должен быть полностью заварен расплавленным металлом. Его остывание до 400° происходит под постоянным обдуванием аргоном. Если этого не сделать, то возможно появление оксидной пленки на поверхности, которая уменьшит прочность сварочного шва.

Частые вопросы
Какие особенности сварки алюминия полуавтоматом?
Сварка алюминия полуавтоматом имеет свои особенности из-за высокой теплопроводности и окисляемости металла. Для успешной сварки необходимо использовать специальные газы и проволоку, а также контролировать температуру и скорость подачи проволоки.
Какие типы полуавтоматических сварочных аппаратов подходят для сварки алюминия?
Для сварки алюминия полуавтоматическим способом рекомендуется использовать сварочные аппараты с возможностью подачи инертных газов, таких как аргон или гелий. Также важно выбирать аппараты с возможностью регулировки тока и напряжения для достижения оптимальных параметров сварки.
Полезные советы
СОВЕТ №1
Перед началом сварки алюминия полуавтоматом, обязательно подготовьте поверхность металла, убедившись, что она чистая и без жировых и окислительных пятен. Это поможет избежать появления дефектов при сварке.
-
Читайте также:

СОВЕТ №2
Выбирайте правильные параметры сварки, такие как ток, скорость подачи проволоки и газовая смесь, исходя из толщины и типа алюминиевого металла. Это поможет добиться качественного результата и избежать дефектов сварного шва.
СОВЕТ №3
Не забывайте использовать специальные защитные газы при сварке алюминия полуавтоматом, чтобы предотвратить окисление металла и образование пор. Правильный выбор газовой смеси влияет на качество сварного шва.








ли со статьей или есть что добавить?