При современном строительстве почти 70% труб изготовлено из полипропилена. Они используются не только в укладке новых трубопроводов, но и при ремонте старых систем. При монтаже системы должны соблюдаться технологические правила сварки и для достижения наилучших результатов должны учитываться все нюансы, к которым относится и температура сварки полипропиленовых труб.

Схема полипропиленовой трубы с алюминиевым покрытием.
Свойства полипропиленовых труб
Такой вид труб в настоящее время наиболее распространен, так как эти сочетает в себе отличные технические качества и низкую цену. Полипропиленовые трубы являются прочными, долговечными и могут противостоять коррозийным поражениям.
Обладая такими качествами, полипропиленовые изделия могут найти применение в разнообразных областях:
- при укладке водных и газопроводных трубопроводов;
- для водосточных отводов;
- для отвода и транспортировки различных агрессивных жидкостей.
Для сваривания труб из полипропилена требуется следующий комплект:
 полипропиленовых труб")
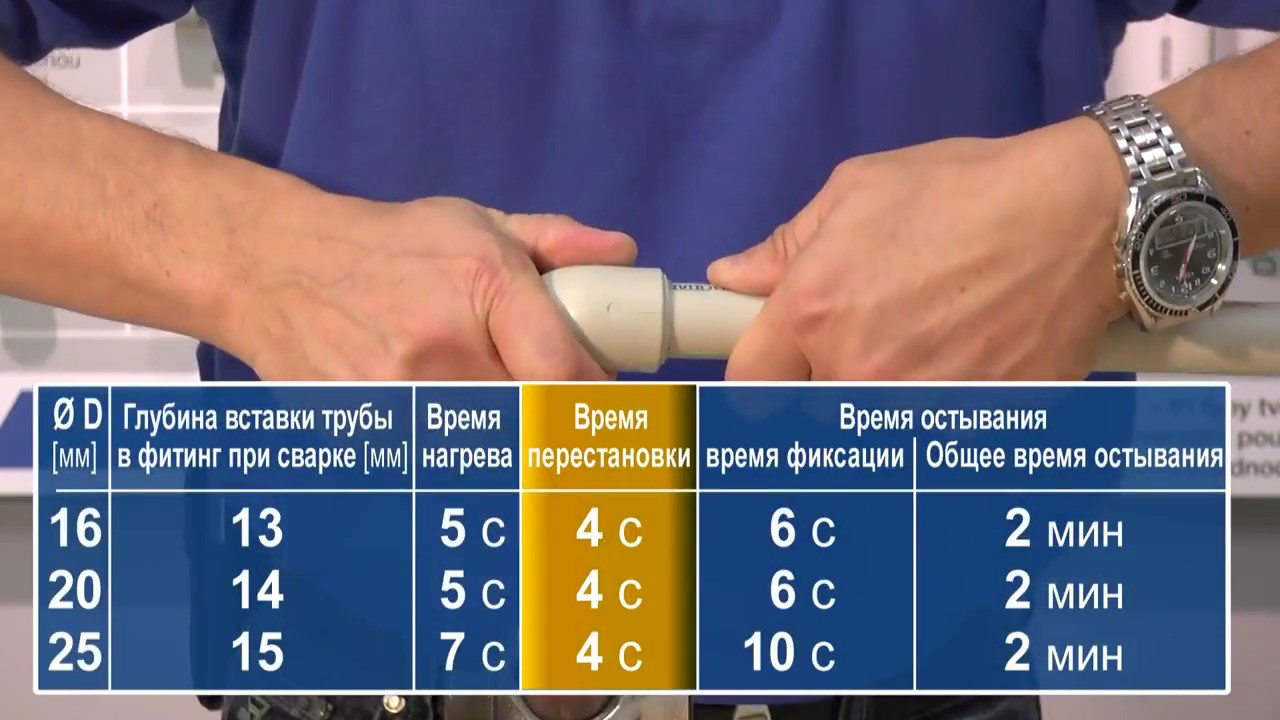
Технические параметры сварки(пайки) полипропиленовых труб.
- термометр;
- ножницы, предназначенные для резки труб;
- обезжиривающее средство;
- старая ветошь из натуральных волокон;
- рулетка, маркер;
- шабер;
- специальное устройство для сваривания полипропиленовых элементов с диаметром более 50 мм.
Также при работе могут понадобиться подручные инструменты: ножик, ножовка по металлу, в случае если нет возможности работать с труборезом или ножницами.
Мнение эксперта:
Эксперты отмечают, что температура сварки современных полипропиленовых труб играет ключевую роль в обеспечении качественного соединения. При этом важно соблюдать оптимальные параметры, такие как температура нагрева, давление и время охлаждения. Неправильно подобранная температура может привести к образованию дефектов в сварном шве, что в дальнейшем может привести к утечкам или поломке трубы. Поэтому перед проведением сварочных работ необходимо тщательно изучить рекомендации производителя и проконсультироваться с опытными специалистами.

Подготовка устройства и материала к сварке полипропиленовых труб
Прежде чем приступить к сварке полипропиленовых труб, важно правильно подготовить аппаратуру.
 Читайте также:
Читайте также:

Первым делом к сварочному устройству необходимо прочно закрепить нагревающие насадки. Используя терморегулятор, выставить температуру 250-270 градусов и подключить аппарат к электропитанию. Нужное время для нагревания прибора устанавливается с учетом температуры в помещении. Чтобы не допустить порчи рабочего слоя насадок, перед нагревом они должны быть очищены ветошью.
Работать сваркой можно начинать в том случае, если на индикаторе или контактном термометре будет показываться необходимая температура.
Перед началом сварки полипропиленовых труб необходимо провести визуальный осмотр, так как поверхностный слой элементов не должен иметь каких-либо дефектов, фитинги должны находиться в рабочем состоянии. Все резьбы необходимо проверить изделиями с противоположной резьбой.

Аппарат для пайки полипропилена.
Трубы и свариваемые штуцеры должны быть тщательно очищены и обезжирены. Все фитинги должны проверяться на предмет плотности соответствия. Фитинги, которые шатаются и плохо сидят, отбраковываются.
Все трубы необходимо аккуратно отмерить и отрезать. Если они отрезались ножовкой по металлу, то края следует также обработать от заусенцев.
Используя предназначенное для этих целей оборудование или острый нож, трубы срезаются на торце свариваемого края примерно до 45 градусов. Эти манипуляции в основном производятся с изделиями больших размеров (сечением более 40 мм). Этот срез требуется, чтобы избежать расслоения материала при вводе в фитинг конца трубы.
Перед началом спайки объемных элементов необходимо проконтролировать их окружность.
-
Читайте также:

Прежде чем начать спайку труб, с них важно снять окисленный слой по всему ореолу стыка, так как окись отрицательно влияет на качество сварных швов.
Важно перед спайкой вставить трубу в фитинг и сделать отметины глубины ее входа, но с учетом того, что труба вставляется до самого упора. Чтобы избежать сужения трубы в шве, нужно оставить зазор в 1 мм.
Интересные факты
-
Температура сварки современных полипропиленовых труб зависит от их типа и марки. Для труб из гомополимера полипропилена (ПП-Н) температура сварки составляет 260-270°C, а для труб из статистического сополимера полипропилена (ПП-Р) – 280-290°C.
-
При сварке полипропиленовых труб важно соблюдать правильный температурный режим. Если температура сварки будет слишком низкой, то трубы не будут надежно соединены, а если слишком высокой, то трубы могут деформироваться или даже расплавиться.
-
Для сварки полипропиленовых труб используется специальный сварочный аппарат, который нагревает трубы до необходимой температуры. Сварочный аппарат состоит из двух нагревательных элементов, которые прижимаются к трубам и нагревают их до нужной температуры. После того, как трубы нагреются, их соединяют друг с другом и удерживают в таком положении до тех пор, пока они не остынут.
Температура нагревания сварного аппарата
Если сравнивать со стыковой спайкой, где детали нагреваются поверхностно и невысокой температурой и длительное время, чтобы избежать напряжения внутри материала, в раструбной сварке пропилена температура аппарата завышается, и он нагревается быстрее. Выбор температуры нагревания сварного устройства осуществляется при соблюдении нескольких ограничений:

Технология пайки полипропиленовых труб.
- Плавление сварных поверхностей должно производиться быстро, трубы могут потерять первоначальный вид, и совместить их будет сложно. С этим и связана высокая температура нагревания аппарата.
- Если перегреть свариваемое устройство, то полипропиленовые элементы могут подвергнуться термической деформации.
- Тефлоновое покрытие, которым покрыта рабочая часть аппарата, сохраняет отличное состояние, в случае если им работать постоянно при температуре 260 градусов, ну а если использовать более высокие температуры, то устройство постепенно выходит из строя.
Учитывая все нюансы раструбной сварки, была установлена оптимальная температура нагрева рабочей поверхности насадок в 260 градусов, с отклонениями плюс/минус 10 градусов.
Подобный режим нагрева может отрицательно повлиять на внутреннее напряжение в местах стыковки. Но это возмещается практически двойной стенкой трубопроводной системы в местах стыковки и максимальной площадью сварки.
Многие модели устройств для раструбной сварки труб из полипропилена оснащены регулятором настройки температурного режима. Терморегулятор устроен таким образом, чтобы при выставлении соответствующей температуры она соответствовала температуре на сварных насадках. Температура нагревателя выше на 15 градусов.
Большинство моделей свариваемых устройств является устаревшим и не имеет ручки регулятора, а их температурный режим настроен производителем сразу на 260 градусов. Учитывая рабочую технологию, по мнению мастеров это правильно, так как ручка регулятора, скорее всего, устанавливается для повышения популярности.
-
Читайте также:

Опыт других людей
Современные полипропиленовые трубы обладают высокой температурной стойкостью, что делает их идеальным выбором для сварочных работ. Пользователи отмечают, что температура сварки полипропиленовых труб должна быть точно регулирована, чтобы обеспечить прочное соединение. Они отмечают, что при соблюдении рекомендаций производителя и правильном подходе к сварке, полипропиленовые трубы обеспечивают надежное и долговечное соединение, что делает их популярным выбором для различных инженерных систем.

Как подобрать сварочное устройство?
Как уже известно, для раструбной сварки полипропиленовых труб температура насадок установлена в 260 градусов, но это не надо путать с температурой нагревателя самого устройства.
Чтобы создать необходимую температуру на рабочей поверхности, на нагреватель сварного устройства устанавливаются насадки и закрепляются болтами.
Также производителями изготавливаются насадки и нагревательные элементы различной геометрической формы, но принцип от этого неизменный, так как внутри нагревателя из алюминия заливается стальной нагревательный элемент.
Мощность нагревателя примерно равняется 10-кратному значению диаметра свариваемых полипропиленовых труб. Например, 500-ватный нагреватель способен сваривать трубы и фитинги сечением 50 мм. а соответственно, 1200-ватный будет сваривать детали диаметром в 125 мм.
Существуют и аппараты, производители которых используют дешевые трубчатые нагревательные элементы, то есть в алюминий нагревателя заливают два элемента, каждый из которых имеет свой выключатель. В этом случае каждый из элементов обладает огромной мощностью для насадок, которая является достаточной для нагрева насадок.
Двойная мощность способна вдвое превышать требуемую мощность нагревателя сварочного устройства и практически напрасно перегружает терморегулятор сети питания. В связи с этим второй нагревательный элемент лучше держать как резервный или использовать его для сокращения времени нагревания холодного паяльника.
Некоторые нюансы сварки полипропилена
Когда сварочное устройство будет включено в сеть питания, на нем должны загореться два индикатора, один из которых показывает подключение к сети, а другой является индикатором температуры. Индикатор горит до тех пор, пока сварка нагревается, это займет около 10 минут. Как только индикатор потухнет, значит, устройство нагрелось до максимальной температуры.
Но важно учесть то, что при первом включении устройство требует максимум энергии, и из-за этого насадки могут иметь температуру около 320 градусов, что может привести к искажению полипропилена при сваривании. Как известно, оптимальная температура не должна превышать 260 градусов, и, чтобы добиться такой температуры, необходимо дождаться второго включения индикатора, его нагревания и отключения. И только после этого можно без боязни приступать к работе.
Чтобы сварить полипропиленовую трубу, ее нужно поместить в отверстие с одной из сторон насадки, а фитинг устанавливается на выступающею часть с противоположной стороны. С учетом сечения свариваемых труб необходимо менять и время, требуемое для нагревания, стыковки и остывания свариваемого места.

Частые вопросы
Какая оптимальная температура сварки полипропиленовых труб?
Оптимальная температура сварки полипропиленовых труб обычно составляет от 240°C до 280°C, в зависимости от производителя материала. Это позволяет достичь надежного соединения без повреждения материала.
Как влияет температура сварки на качество соединения полипропиленовых труб?
Слишком низкая температура может привести к недостаточной сварке и потенциальным утечкам, в то время как слишком высокая температура может вызвать деформацию материала. Поэтому важно соблюдать рекомендации производителя относительно температурного режима сварки.
Какие методы контроля температуры сварки полипропиленовых труб существуют?
Для контроля температуры сварки полипропиленовых труб часто используют инфракрасные термометры или специализированные сварочные аппараты с автоматическим регулированием температуры. Это позволяет обеспечить точность и надежность процесса сварки.
Полезные советы
СОВЕТ №1
При сварке полипропиленовых труб обязательно следите за температурным режимом, так как неправильная температура может привести к деформации или даже разрушению материала.
СОВЕТ №2
Используйте специальные инструменты и оборудование для сварки полипропиленовых труб, чтобы обеспечить качественное соединение и исключить возможность утечек.
СОВЕТ №3
Перед началом сварки тщательно подготовьте поверхности труб: очистите их от загрязнений и обработайте специальными средствами для улучшения адгезии.








ли со статьей или есть что добавить?