Циркулярная пила – это нужный инструмент при строительстве деревянных построек или при частой работе с древесиной. В процессе эксплуатации режущий инструмент изнашивается. Заточка циркулярных пил, проведенная правильно, вернет вторую жизнь станку.При всей кажущейся простоте конструкции циркулярные пилы не имеют достойных соперников в продольном распиливании древесины. При изготовлении многих деревянных профилей (например, брус) очень важна точность в размерах.

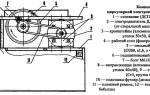
Конструкция циркулярной пилы.
Своевременная заточка циркулярных пил позволяет обеспечить высокую работоспособность главного режущего элемента пилы.
Основные параметры пилы
Циркулярная пила относится к режущим инструментам в форме плоского диска, по наружной кромке которого размещены режущие зубья. Основное назначение – прямой и точный распилы древесины в продольном направлении.
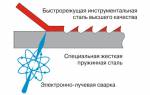
Все циркулярные пилы состоят из диска (полотна) и напаянных пластин, являющихся режущими элементами. Диск обычно изготавливается из стали марок 9ХФ, 65Г, 50ХФА и некоторых других. Для зубьев используются вольфрамокобальтовые сплавы.
Пилы отличаются по форме и типу заточки режущих элементов. К основным параметрам можно отнести:
- внешний диаметр;
- количество зубьев;
- ширина прореза;
- толщина диска;
- диаметр внутреннего отверстия для закрепления на вал привода.
Мнение эксперта:
Заточка циркулярных пил – это важный процесс, который требует опыта и навыков. Эксперты отмечают, что ключевым моментом при выполнении заточки является правильная установка угла заточки и точное следование геометрии зубьев пилы. Кроме того, важно учитывать материал, который будет обрабатываться, так как для разных материалов требуется различная заточка. Эксперты рекомендуют обращаться к профессионалам или иметь хорошее понимание процесса заточки для достижения оптимальных результатов.

Конструкция зубьев

Схема проверки дисковой пилы.
Режущий элемент циркулярной пилы обладает четырьмя рабочими плоскостями, которые можно подразделить на две основные (передняя и задняя) и две вспомогательные (боковые). Эти поверхности, пересекаясь друг с другом, создают режущие кромки, подразделяемые на главную (сверху) и две вспомогательные (боковые) кромки.
 Читайте также:
Читайте также:
В разных типах пил режущие зубья отличаются по своей форме. Прямой используется для быстрого пиления при низком качестве пропила. Косой бывает с левым или правым наклоном задней поверхности. На пиле зубья различного наклона чередуются и называются попеременно скошенными. Такая конструкция режущих элементов используется чаще всего.
Следующая форма – трапециевидный зуб. Чаще всего режущие элементы этой формы чередуются с прямыми зубьями. Скосы на кромках выполнены под углом в 45° с обеих сторон. Как вспомогательные применяются конические зубья. Их боковые поверхности закруглены, а передняя грань обычно плоская.
Одной из важнейших характеристик являются углы заточек. Принято выделять четыре основных угла заточки: передний и задний углы, а также углы скоса передней и задней плоскостей. Величина углов заточек задается назначением пилы. Как правило, циркулярная пила имеет значительный передний угол (15-25°). В случае универсальных (продольно-поперечных) пил устанавливается угол в 15°.
Интересные факты
-
Заточка циркулярных пил может выполняться вручную или с помощью специального оборудования. Ручная заточка требует определенных навыков и опыта, а также занимает больше времени, чем заточка с помощью оборудования. Однако, ручная заточка позволяет добиться более высокого качества заточки, особенно если речь идет о пилах с большим количеством зубьев.
-
При заточке циркулярных пил важно соблюдать правильный угол заточки. Угол заточки зависит от типа пилы и материала, который будет обрабатываться. Для пил по дереву угол заточки обычно составляет 25-30 градусов, для пил по металлу – 10-15 градусов.
-
Заточка циркулярных пил должна выполняться регулярно, чтобы обеспечить их эффективную работу и продлить срок службы. Периодичность заточки зависит от интенсивности использования пилы и обрабатываемого материала. В среднем, пилы по дереву следует затачивать после каждых 10-15 часов работы, а пилы по металлу – после каждых 5-10 часов работы.
Необходимость заточки пил

Заточка циркулярной пилы.
В процессе эксплуатации режущие кромки зубьев изнашиваются. Наибольшему износу подвергается главная (верхняя) кромка. При износе до 0,1-0,3 мм режущая кромка не может полностью и качественно выполнять свою функцию. Значительному износу подвергается передняя плоскость. Если эксплуатация пилы производилась очень активно, то повреждаются и боковые плоскости (грани).
Повышенный износ режущих элементов ведет к снижению производительности, точности распила (прямая линия может превратиться в волнистую линию). Кроме того, несвоевременность заточки приводит к усложнению всей операции. Начинать работы нужно, если закругление кромки достигнет 0,2 мм.
Характерным признаком притупления пилы является перегрев зубьев и всего диска при эксплуатации. Чрезмерный перегрев режущих элементов проявляется в виде их почернения. Во время пиления все явственнее ощущается запах гари. Необходимо помнить, что эксплуатация изношенной пилы вызывает перегрузку двигателя. Это может привести к выходу его из строя.
Опыт других людей
Заточка циркулярных пил – это процесс, который вызывает много вопросов у людей. Одни считают, что это сложная и трудоемкая задача, требующая профессиональных навыков, в то время как другие утверждают, что справиться с этим можно самостоятельно. Многие отмечают, что правильная заточка пил позволяет значительно увеличить срок их службы и повысить качество реза. Однако, многие также признают, что для достижения идеального результата лучше обратиться к опытным специалистам, которые смогут выполнить эту задачу качественно и быстро.
-
Читайте также:


Особенности заточки пилы
Главная задача заточки пилы – заострение режущей кромки. Однако одновременно с решением главной задачи следует провести и дополнительные операции: заточка передней и задней плоскостей, шлифовка зуба, восстановление формы зуба и всех основных углов.

Схема зуба пилы. Плоскости: а- передняя, б – задняя, в – две боковые. Кромки для резки металла: 1 – главная, 2, 3 – дополнительные.
Все зубья пилы надо стараться заточить одинаково. Завершать работы рекомендуется по задней плоскости. Снятие металла с плоскостей обычно производится на глубину до 0,15 мм.
Начинать следует с проверки основных параметров зубьев. Перед заточкой необходимо тщательно очистить пилу от загрязнений и смолы, а также обезжирить поверхность. Работы лучше всего производить с применением абразивных кругов и необходимых приспособлений.
Обработка передней плоскости зуба включает в себя определенные правила. Пила закрепляется горизонтально. Наждачный круг подводится к передней плоскости зуба. Отмечается первый обрабатываемый элемент. Аккуратно обрабатывается плоскость. Затем формируется заданный передний угол и производится его заточка. Перемещаясь по кругу, затачиваются все зубья.
Заточка косого зуба отличается тем, что пила устанавливается с углом наклона, равным углу наклона передней плоскости. Угол наклона рекомендуется устанавливать с помощью стандартного угломера. Работы начинаются с установки положительного угла. Постепенно передвигаясь по кругу, затачивается каждый второй резец. Затем угол меняется на противоположный, затачиваются остальные зубья.
При обработке задней плоскости пила закрепляется так, чтобы ее задняя плоскость расположилась в одной плоскости с наждачным кругом. Саму операцию проводят аналогично заточке передней плоскости.
Необходимое оборудование

-
Читайте также:

Схема угла заточки.
Заточка лучше всего производится с помощью наждачного круга. Для заточки зубьев циркулярной пилы можно использовать круги из современных абразивов или алмазные круги. Во время работы наждачные круги рекомендуется охлаждать специальной жидкостью. Круги выбираются с наибольшей зернистостью. Скорость вращения наждачного круга при обработке пилы должна быть 1300-2500 об/мин.
Система фиксации пилы может быть различной. На практике применяются варианты, когда крепится пила, а круг перемещается и наклоняется под нужным углом. Может быть закреплен наждачный круг, а диск пилы перемещается и наклоняется. Обычно крепится пила, но с возможностью изменения угла относительно поверхности круга. В простых конструкциях все операции производятся вручную, в том числе контроль за количеством снимаемого металла. В приспособлениях рекомендуется предусмотреть ограничитель вхождения круга в пространство между зубьями.
Изготовление простого устройства для заточки
Простейшее устройство, способное ориентировать пилу в заданном направлении, можно изготовить как регулируемую площадку. Основание выполнено в виде горизонтальной подставки, расположенной на одном уровне с осью наждачного круга. Просто положив на нее диск пилы, обеспечивают перпендикулярное расположение передней и задней плоскостей зубьев по отношению к кругу. Для перемещения подставки одна ее сторона закрепляется через шарнир, а под другую ставят два регулировочных винта. Такая подставка способна фиксировать диск под нужным углом.
Для более точного выставления углов центр диска должен строго фиксироваться на поверхности в одной точке.
Для проведения заточки циркулярки необходимы следующие инструменты:

Схема стачивания металла на зубьях пилы.
- тиски;
- напильник;
- круг наждачный;
- плоскогубцы;
- шкурка наждачная;
- ключи гаечные;
- штангенциркуль;
- микрометр;
- транспортир;
- угломер;
- шаблоны;
- индикатор глубины;
- уровень;
- микрометр.
Заточку циркулярных пил необходимо производить своевременно, при появлении первых признаков. Для заточки рекомендуется приобрести или изготовить нужные приспособления.
Частые вопросы
Как выполняется заточка циркулярных пил?
Заточка циркулярных пил выполняется с помощью специальных заточных станков или ручных заточных инструментов, таких как напильник или точило. На заточном станке пила крепится в специальном зажиме, после чего происходит заточка зубьев под определенным углом и с заданной глубиной зубьев.
-
Читайте также:
Как часто нужно затачивать циркулярные пилы?
Частота заточки циркулярных пил зависит от интенсивности и условий эксплуатации. В среднем, рекомендуется проводить заточку после каждых 3-5 заточек циркулярной пилы. Однако, при работе с твердыми материалами или при появлении заметного ухудшения качества реза, заточку следует проводить чаще.
Какие основные ошибки следует избегать при заточке циркулярных пил?
При заточке циркулярных пил следует избегать неправильного угла заточки, неравномерной заточки зубьев, перегрева пилы, а также неправильной глубины заточки. Эти ошибки могут привести к ухудшению качества реза, быстрому износу пилы и повышенному риску несчастных случаев при работе.
Полезные советы
СОВЕТ №1
Перед началом заточки убедитесь, что пила выключена и отключена от источника питания, чтобы избежать травм.
СОВЕТ №2
Используйте специальные инструменты и приспособления для заточки циркулярных пил, чтобы обеспечить точность и безопасность процесса.
СОВЕТ №3
При заточке обратите внимание на угол заточки зубьев пилы, чтобы достичь оптимальной остроты и долговечности режущего инструмента.








ли со статьей или есть что добавить?