16К20Т1 – Станок токарно-винторезный с ЧПУ
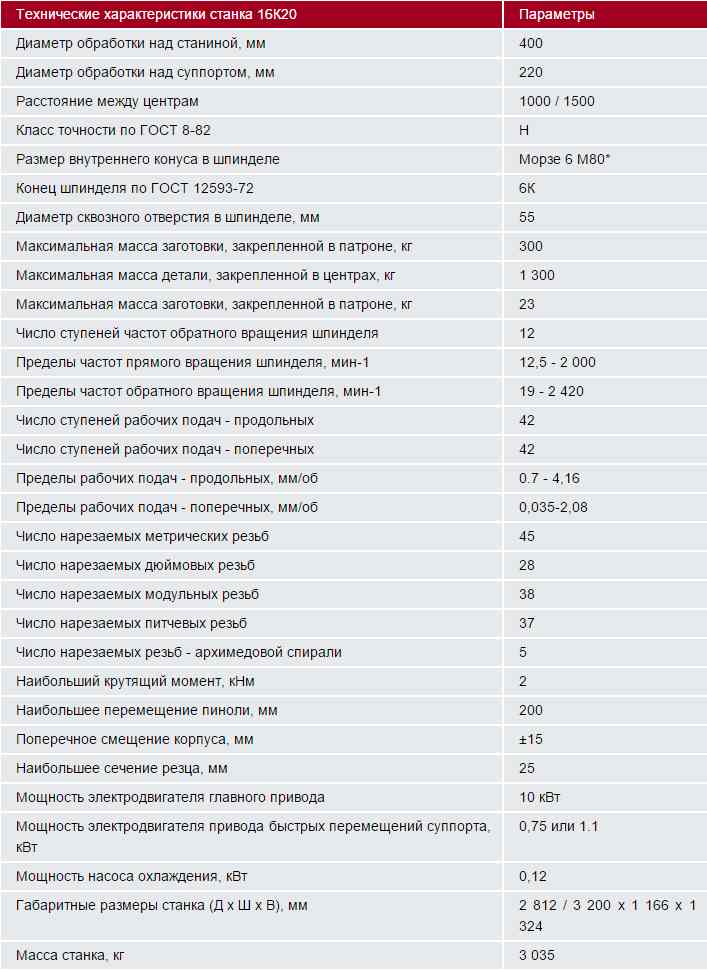
Технические характеристики:
Станки модели 16к20т1 предназначены для выполнения различных токарных работ и нарезания метрической, модульной , дюймовой и питчевой резьб. Детали устанавливаются в центрах или патроне.
Наибольший диаметр обрабатываемой детали, мм: при установке над станиной – 400 при установке над суппортом – 115 Наибольшая длина обработки, мм – 90О Диаметр отверстия в шпинделе, мм – 53 Число одновременно управляемых координат – 2 Частота вращения, шпинделя, об/мин – 22,4 Подачи, мм/об: Продольные – 0,01 Поперечные – 0,005 – 1,4 Максимальная рабочая подача, мм/мин: Продольная – 2000 Поперечная – 1100 Скорость быстрых перемещений, мм/мин: Продольных – 6000 Поперечных – 5000 Дискретность перемещений, мм: Продольных – 0,01 Поперечных – 0,005 Шаг нарезаемой резьбы, мм – 0,01—40,959 Число позиций револьверной головки – 6 Наибольшие размеры поперечного сечения резца, устанавливаемого в резцедержателе, мм – 25X25 Мощность главного электродвигателя, кВт – 11, Масса станка, кг – 4000 Габарит станка (длина, ширина, высота), мм: 3080X1700Х1700
Характеристики станков
Токарный
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
- Назначение станка
- Заводская маркировка и обозначения
- Обозначение точности
- Технические характеристики
- Предельные параметры
- Конструкция станка
- Габариты токарно-винторезного станка 16К20
- Основные узлы
- Шпиндель
- Шпиндельная бабка
- Фартук
- Суппорт
- Задняя бабка
- Схема электрическая принципиальная
- Схема кинематическая
- Принцип работы станка
- Эксплуатация
- Главное движение
- Движение подачи
- Продольная и поперечная подачи суппорта
- Нарезание многозаходной резьбы
- Обработка фасонных поверхностей
- Профилактика и ремонт
- Мероприятия ежедневного ухода
- Неисправности и их устранение
- Аналоги токарно-винторезного станка 16К20
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
 Читайте также:
Читайте также:


По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
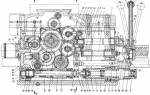
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
-
Читайте также:
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
-
Читайте также:

Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Назначение и технические характеристики станка 16К20Т1
Станок токарный с числовым программным управлением модели 16К20Т1 предназначен для выполнения разнообразных токарных работ наружных и внутренних поверхностей деталей тел вращения со ступенчатым и криволинейным профилем в один или несколько проходов по замкнутому автоматическому циклу в условиях мелкосерийного и серийного производства.
На станке можно производить наружное точение, растачивание, а также нарезание резьбы при оснащении станка соответствующей системой ЧПУ. Форма образующих обрабатываемого изделия: цилиндрическая, конусная и фасонная. Диапазон регулирования чисел оборотов шпинделя и подач позволяет производить обработку изделия, как из обычных черных, цветных металлов, так и жаропрочных сталей.
Токарный станок мод. 16К20Т1 аналогичен по конструкции станку мод. 16К20Ф3, но оснащен 2-координатной контурной оперативной системой числового программного управления с УЧПУ Н22-1М с УШП.
Система обеспечивает линейно-круговую интерполяцию и является замкнутой: перемещения рабочих органов по обеим координатам (X и Z) осуществляются с помощью следящих приводов подач с фотоимпульсными датчиками обратной связи.
Система ЧПУ станка – Н22-1М
Класс точности станков – П ГОСТ 8-71.
Технические характеристики станка 16К20Т1 представлены в таблице 1
Таблица 1 Технические характеристики станка 16К20Т1
| Наименование параметров | Данные | |
| 1 | 2 | 3 |
| Наибольший диаметр обрабатываемого изделия,мм | Над станиной | 500 |
| Над суппортом | 220 | |
| Наибольшая длина обрабатываемого изделия,мм | 1000 | |
| Наибольшая длина обработки, мм | 900 | |
| Конец шпинделя по ГОСТ 12593-72, м | 6К | |
| Диаметр прутка проходящего через отверстие шпинделя, мм | 53 | |
| Размер центра в пиноли задней бабки по ГОСТ 13214-67 | Конус Морзе | 5 |
| Число управляемых осей координат всего/управляемых | 2/2 | |
| Предельное число оборотов шпинделя,об/мин. | 12,5-2000 | |
| Число ступеней скоростей шпинделя | 24/12 | |
| Пределы рабочих подач,мм/об. | продольных | 0,01-120 |
| поперечных | 0,005-10 | |
| Скорость быстрого перемещения, мм/мин. | продольной | 7500 |
| поперечной | 5000 | |
| Пределы шагов резьб, мм | 0,01.. 40,95 | |
| Дискретность отсчета по осям координат, мм | продольной | 0,010 |
| поперечной | 0,005 | |
| Габариты станка,мм | длина | 3700 |
| ширина | 1700 | |
| высота | 2145 | |
| Масса станка,кг | 3800 |
Кинематическая схема станка
От электродвигателя помещенного на стенке станины, вращение передается клиновыми ремнями на приводной шкив автоматической коробки скоростей (далее АКС), которая обеспечивает получение 12 чисел оборотов выходного вала. С выходного вала АКС вращение передается упругой муфтой на входной вал шпиндельной бабки изделия. Шпиндель получает 36 ступеней скоростей вращения.
Кинематическая схема главного движения станка представлена на рисунке 1.
Данные к кинематической схеме представлены в таблице 2
Таблица 2 Перечень к кинематической схеме
| Куда входит | Позиция | Число зубьев зубчатых колес, мм | Модуль, мм | Ширина обода зубчатого колеса, мм | Материал |
| Автоматическая коробка скоростей АКС | 1 | 47 | 3 | 27 | Сталь 40Х ГОСТ 4543-71 HRC48-52 |
| 2 | 47 | 3 | 27 | ||
| 3 | 45 | 3 | 25 | ||
| 4 | 45 | 3 | 25 | ||
| 5 | 60 | 3 | 25 | ||
| 6 | 30 | 3 | 54 | ||
| 7 | 18 | 3 | 25 | ||
| 8 | 72 | 3 | 25 | ||
| 9 | 30 | 3 | 25 | ||
| 10 | 48 | 3 | 27 | ||
| Автоматическая коробка скоростей АКС | 11 | 60 | 3 | 25 | Сталь 40Х ГОСТ 4543-71 HRC48- 52 |
| 12 | 60 | 3 | 25 | ||
| 13 | 60 | 4 | 25 | ||
| 14 | 56 | 3 | 25 | ||
| 15 | 30 | 4 | 25 | ||
| 16 | 24 | 4 | 26 | ||
| 17 | 48 | 4 | 46 | ||
| 18 | 24 | 4 | 40 | ||
| 19 | 50 | 4 | 22 | ||
| 20 | 50 | 3.5 | 52/32 | ||
| Бабка шпиндельная | 21 | 42 | 3,5 | 32 | |
| 22 | 30 | 4 | 50 | ||
| 23 | 36 | 4 | 27 | ||
| 24 | 14 | 4 | 29 | Сталь 40Х ГОСТ 4543-71 HRC58-62 | |
| 25 | 30 | 4 | 49 | Сталь 20Х ГОСТ 4543-71 HRC58-62 | |
| 26 | 48 | 4 | 22 | Сталь 40Х ГОСТ 4543-71 HRC 50 | |
| 27 | 48 | 4 | 22 | ||
| 28 | 48 | 4 | 49 | ||
| 29 | 90 | 2 | 36 | ||
| 30 | 40 | 2 | 15 | ||
| 31 | 40 | 2 | 15 |
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров.
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК. Читайте также: особенности токарного станка ДИП-500, технические характеристики.
Назначение и область применения токарно-винторезного станка по металлу
Предназначение токарно-винторезного станка 16 к 20, обработка поверхностей с цилиндрической, конической формой. И нарезка резьбы.
При обработке заготовок, станок использует развертку, зенкер, сверла, резцы. Универсальная модель 16 к 20 считается самой удачной в серии средне размерных станков.
Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно! Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
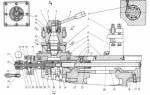
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Схема электрическая принципиальная
Электродвигатель запускает кнопкой s4 и выключается кнопкой s3
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно! Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
16К20 – универсальный токарно-винторезный станок нормальной точности, широко распространенный на территории Российской Федерации и СНГ.

Предназначен для выполнения всех основных видов токарных работ, а также выполнения нестандартных операции при использовании дополнительных приспособлений, например, возможно выполнять кузнечную операцию скручивания (торсировку) квадратного проката для изготовления балясин.
Выпускался в бывшем Советском Союзе с 1971 года на предприятии «Красный пролетарий». На протяжении длительного времени 16К20 являлся основным токарно-винторезным станком Советского, а в последствии и Российского машиностроения, сейчас снят с производства, а на достойную замену ему может претендовать белорусский станок ГС526У, технические характеристики которого и вес максимально приближены к своему легендарному прототипу, но значительно усовершенствован: в конструкцию были внесены современные технические и технологические решения, использовались современные материалы при производстве деталей станка, переработаны основные узлы с учетом недостатков предшественника.
- 16К20 общий вид

- Станок в цеху

- 16К20 с растоянием между центрами 1500 мм

Кстати, вес 16К20 меньше, чем вес модели предшественника 1К62.
Данный станок является универсальным и предназначен для механической обработки деталей, которые устанавливаются трех- или четырехкулачковом патроне либо в центрах. Оборудование позволяет выполнять работы, в ручном цикле с оптимальной точностью, с соблюдением безопасности труда.
16К20 применяется в единичном и серийном производствах предприятиях машиностроения, инструментальных производствах, ремонтно-механических цехах и др. для чистовой и получистовой обработки деталей.
Руководство по эксплуатации и паспорт станка
Технические характеристики станка 16К20 в зависимости от модификации и завода производителя могут меняться.
Характеристики 16К20
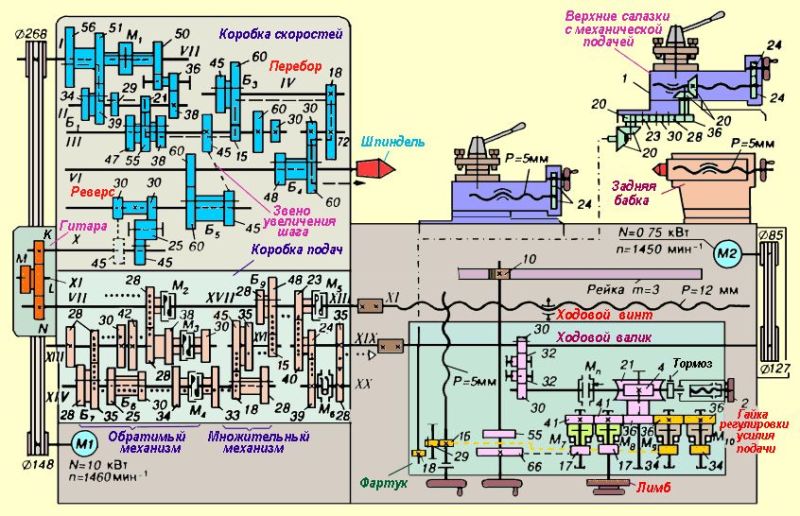
На кинематической схеме показаны взаимосвязи основных узлов и элементов станка.
Как и во всех токарных станках, главным движением является вращение шпинделя, которое от электрического двигателя передается через клиноременную передачу и коробку скоростей.
Суппорт перемещается в продольном и поперечном направлениях. Механизм подачи передает движение суппорту по 4-м кинематическим цепям, а также позволяет производить нарезание резьб.
Технические характеристики рабочего станка 16К20 по своим показателям в полной мере превосходят своего предшественника – 1К62. Это касается:
- производительности;
- общей безопасности работы;
- долговечности;
- точности;
- удобства в процессе обслуживания.
К конструкционным особенностям устройства модели 16К20 можно отнести наличие жесткой станины, имеющей коробчатую форму совместно с основными шлифованными и калеными направляющими. При этом, основание станка — монолитное и в это же время является емкостью для предусмотренной охлаждающей жидкости и стружкосборником.
Мощность приводного электродвигателя составляет 10 кВт.
Шпиндель смонтирован таким образом, что прецизионные рабочие подшипники качения в ходе использования не требуют дополнительного обслуживания. Механизм шпиндельной бабки дает возможность получать обороты в достаточно широком рабочем диапазоне (четыре ряда чисел оборотов шпинделя): два ряда с пределами 12 – 40 и 50 — 160 оборотов за минуту и два ряда с 200 – 630 и 500 — 1600 оборотов за минуту.
Фартук оснащен механизмом выключения подачи суппорта, благодаря данному устройству достигается высокая точность остановки.
Также здесь установлены ограждающие приспособления и блокировочные устройства, гарантирующие высокий уровень безопасности.
Для точного перемещения резцовых и поперечных салазок суппорт оснащается линейками с визирами. Перемещение суппорта осуществляется в широком скоростном рабочем диапазоне.
На токарно-винторезном станке 16К20 была усовершенствована конструкция резцедержателя, что существенно улучшило стабильность фиксации инструмента.
Не допускается эксплуатировать станки при температуре менее 10 С и в помещениях с высокой концентрацией абразивной пыли и окалины.
Обработка чугунных изделий, более 20% от общего количество заготовок, способствует повышенному износу трущихся частей оборудования. Для уменьшения данного эффекта необходимо постоянно проводить смазывание трущихся частей, особенно направляющие.
Для сохранения точности станка рекомендуется разделять черновые и чистовые операции (чистовые операции выполнять на одном станке, обдирочные – на другом).
Шероховатость обработанной поверхности после чистового точения составляет Ra = 1,6.
Межремонтный цикл (время до капитального ремонта) при соблюдении всех правил эксплуатации составляет 10 лет при использовании в 2-х сменном режиме.
Не рекомендуется разбирать основные узлы токарных станков влияющих на точность.
В стандартную комплектацию станка входит:
- комплект сменных шестерен, с числом зубьев 86, 73, 64, 60, 40, 44, 36, 48, 57;
- клиновые ремни;
- поводковый патрон;
- 2 подвижных люнета для обработки деталей диаметром от 20 до 80 мм и от 20 до 100 мм;
- 2 неподвижных люнета для обработки деталей от 20 до 130 мм и от 20 до 160 мм;
- 2 упорных центра для шпинделя и пиноли задней бабки;
- вращающийся центр;
- руководство по эксплуатации, паспорт.
Основными часто встречающимися неисправностями являются:
- вибрация,
- отсутствие заявленной точности,
- пониженный крутящий момент на шпинделе,
- пониженное усилие подачи суппорта,
- произвольное отключение электродвигателя;
- электродвигатель не запускается.
Способы устранения этих неисправностей можно посмотреть в руководстве по эксплуатации станком, а также там вы найдете полный перечень всех неисправностей.
Руководство по ремонту
В самом конце аббревиатуры могут стоять и другие буквы с цифрами, указывающие на определенные конструкционные особенности и модификацию.
Как уже писалось выше, токарно-винторезный станок 16К20 на сегодняшний день не выпускается, поэтому возникает вопрос подбора аналогов у других производителей.
Из зарубежных аналогов хорошо себя зарекомендовали Optimum D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO, TRENS SN-50.
Белорусскими аналогами являются токарно-винторезные станки ГС526У (Гомельский завод станочных узлов), 16ВТ20П-21 (Витебский станкостроительный завод).
Стоимость аналогов колеблется в пределах 1,5 – 2 млн рублей, не включая расходов на доставку и монтаж оборудования.








ли со статьей или есть что добавить?