Самодельная контактная сварка позволяет решить многие проблемы по соединению различных металлических деталей. В настоящее время накоплен большой опыт по конструированию и изготовлению сварочных аппаратов в домашних условиях. В их основу положено использование распространенных деталей.

Контактный сварочный аппарат, сделанный своими руками, вполне справится с мелким ремонтом.
Сваривание металлов для бытовых целей обычно не предусматривает большой производительности процесса и соединения крупногабаритных изделий. Это намного облегчает изготовление аппаратов своими руками. Самодельный аппарат не удовлетворит требованиям промышленного использования, но самоделки просты и доступны для дома.
Общие принципы и положения

Процесс контактной точечной сварки.
Любая контактная сварка основана на соединении расплавленных металлов под сжимающей нагрузкой. Расплавление металлов достигается кратковременным пропусканием электрического тока через участок контакта двух заготовок. В зоне контакта металлов возникает электрическая дуга, которая и обеспечивает размер сварочного участка. Мощность такой дуги зависит от величины приложенного тока, времени его воздействия и сжимающего усилия, во многом определяющего длину дуги. Размер площади воздействия дуги зависит от размера электродов.
Выделяется три основных типа самодельной контактной сварки: точечная, шовная и стыковая. Точечная контактная сварка получила наибольшее распространение. При такой сварке обеспечивается минимальный размер зоны сварки за счет использования соответствующих электродов. Стыковая сварка основана на контакте торцов деталей, при этом они сами служат электродами.
Мнение эксперта:
Эксперты отмечают, что изготовление самодельной контактной сварки требует тщательной подготовки и знаний в области электротехники. Правильный выбор и подготовка электродов, настройка тока и времени сварки, а также обеспечение безопасности при работе с электричеством – ключевые моменты, на которые следует обратить внимание. Эксперты рекомендуют обращаться за консультацией к специалистам и изучать подробные инструкции перед приступлением к изготовлению самодельной контактной сварки.
Конструирование сварочного аппарата

Конструкция аппарата для контактной сварки.

Самодельная сварка производится на аппаратах точечной или стыковой сварки, собранных своими руками. Существуют общие правила конструирования таких устройств. По виду использования они могут быть переносными или стационарными. У сварочных аппаратов задаются основные параметры: сила тока, длительность сварочного импульса, вид и размеры электрода. Аппараты должны быть просты в изготовлении и эксплуатации.
Аппарат контактной сварки состоит из двух основных блоков: источника сварочного тока и контактного блока. Источник сварочного тока должен обеспечить поступление в зону сварки сварочного импульса – тока достаточной силы в течение короткого времени. В контактном блоке находится непосредственно сварная зона. Следовательно, в этой зоне должен быть обеспечен и зафиксирован контакт металлов, приложение к ним электрического импульса через электроды, создание сжимающей нагрузки на участок контакта металлов.
Интересные факты
-
Использование микроволновой печи для сварки металлов.Этот метод был впервые представлен в 1960-х годах и до сих пор используется некоторыми энтузиастами. Микроволновая печь создает электромагнитное поле, которое нагревает металл до температуры плавления. Этот метод может быть использован для сварки небольших деталей из меди, алюминия и других металлов.
-
Использование автомобильного аккумулятора для сварки металлов.Этот метод также известен как “дуговая сварка”. Он заключается в использовании автомобильного аккумулятора для создания электрической дуги между двумя металлическими деталями. Дуга нагревает металл до температуры плавления, что позволяет соединить детали вместе. Этот метод может быть использован для сварки более крупных деталей, чем микроволновая печь.
-
Использование трансформатора для сварки металлов.Этот метод является наиболее распространенным и используется в большинстве коммерческих сварочных аппаратов. Трансформатор увеличивает напряжение электрического тока, что позволяет создать электрическую дугу между двумя металлическими деталями. Дуга нагревает металл до температуры плавления, что позволяет соединить детали вместе. Этот метод может быть использован для сварки различных металлов, включая сталь, алюминий и медь.

Конструкция источника тока

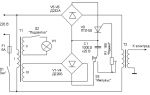
Рисунок 1. Схема трансформатора для сварочного аппарата.
Самодельная сварка контактного типа использует, как правило, электрическую схему, основанную на конденсаторах. Импульс сварочного тока в таких источниках обеспечивается при разряде конденсатора. Одна из возможных схем приведена на рис.1.
Импульс сварочного тока формируется во вторичной обмотке трансформатора Тр3. Первичная обмотка трансформатора связана с конденсаторами С8-С9, которые и обеспечивают нужный разряд. Управление разрядом конденсаторов происходит через тиристоры Т1 и Т2. Зарядка конденсатора производится по вспомогательной цепи от входного трансформатора Ток. В схеме предусмотрено выпрямление тока диодами D6-D7.
Такой конденсаторный источник работает в следующем порядке. При отключении основной цепи конденсаторы С8-С9 заряжаются от цепи трансформатора Ток. При пуске системы они разряжаются на вторичную обмотку выходного трансформатора Тр3, в режиме управления тиристорами Т1-Т2. Длительность импульса контролируется цепью Ru1-Ru2, R34 и С10. При выключении цепи процесс повторяется.
Типы и номинальные значения деталей схемы указаны на рис.1. Рекомендуемые параметры трансформатора Ток (220/220 В): первичная обмотка и обе вторичные обмотки выполняются из провода ПЭВ-2 диаметром 0,5 мм, количество витков 90.
Опыт других людей
Изготовление самодельной контактной сварки вызывает много положительных отзывов. Люди отмечают, что такая сварка позволяет экономить на услугах сварщика и выполнять мелкие работы самостоятельно. Они отмечают простоту изготовления сварочного аппарата и доступность необходимых материалов. Многие высказывают удовлетворение от результатов своей работы, отмечая качество соединения металлических деталей. Люди также делятся опытом использования самодельной контактной сварки для различных проектов, от ремонта автомобилей до создания металлических конструкций.
 Читайте также:
Читайте также:

Самодельный выходной трансформатор

Электросхема выходного трансформатора.
Выходной трансформатор задает силу сварочного тока и является очень важным элементом конструкции источника питания. Для обеспечения нужных параметров сварки его целесообразно изготовить своими руками. Вначале необходимо подобрать сердечник трансформатора. Его можно использовать от любого старого силового аппарата. Главное, чтобы сердечник был наборным из стальных пластин, а общее сечение одной стойки составляло порядка 65 кв.см. Стальные пластины плотно укладываются вместе и стягиваются болтами диаметром 8 мм. Для увеличения прочности сбоку сердечник целесообразно укрепить П-образным профилем или уголком.
Первичная обмотка наматывается проводом ПЭВ или ПЭТВ диаметром 2,9 мм. Количество витков – 20. Сердечник обматывается трансформаторной или кабельной бумагой. Затем наматываются витки провода с натягом. Следует стремиться к равномерному расположению витков по длине стойки сердечника. Концы обмотки выводятся на верхнюю часть сердечника и закрепляются в контактной колодке. Поверх провода накладывается бумажная обмотка и закрепляется тесьмой.
Вторичная обмотка наматывается на вторую стойку сердечника. Обмотка изготавливается из самодельной шины плоского сечения, собранной из 15-16 медных шинок. Общее сечение шины составляет порядка 200 кв. мм. Количество витков – 2. Перед наложением на сердечник шина обматывается фторопластовой лентой или тканевой изоляционной лентой. Под обмотку и сверху обмотки накладывается бумага аналогично первичной обмотке. Концы обмотки выводятся на верхнюю часть сердечника. В них изготавливается отверстие для болтового крепления кабеля, отходящего на контактный блок сварочного аппарата.
Такой трансформатор имеет следующие характеристики: мощность 3000 Вт; напряжение первичной обмотки – 220 В, вторичной – 15 В. Сварочный ток – до 200 А.
Сборка источника тока

Конструкция источника тока.
Сборку источника сварочного тока целесообразно провести внутри одного шкафа. Примерный размер такого металлического шкафа – 50х80х40 см. Дно его лучше укрепить уголками, и на них установить выходной трансформатор. Электрическая схема (плато) собирается на текстолитовой панели, которая вертикально сбоку закрепляется внутри шкафа. В шкафу предусматриваются контактные колодки для подключения электросети, а также болт для заземления. Вся проволочная разводка внутри шкафа собирается пучками и аккуратно прокладывается по стенке. В задней стенке сверлятся отверстия для ввода электросети и отвода сварочного кабеля и кабеля (провода) на пусковую кнопку.
-
Читайте также:

Конструкция контактного блока
В зависимости от вида контактной сварки, можно рекомендовать несколько конструкций контактного блока. Наиболее простая конструкция предусматривается при стыковой сварке. В этом случае концы вторичной обмотки соединяются непосредственно со свариваемыми заготовками. Один конец обмотки трансформатора соединяется с одной заготовкой, а второй конец – с другой заготовкой.
Точечная сварка предусматривает использование контактного блока с электродами. Можно использовать конструкции с одним или двумя стержневыми электродами. В случае применения одного электрода сварочный ток подается на одну из заготовок, а второй конец вторичной обмотки выходного трансформатора соединяется с электродом.
Рекомендуется использование держателя электрода пистолетного типа.
Изготовление контактного блока стыкового типа

Процесс стыковой сварки.
Контактный блок для стыковой сварки содержит стационарное крепление одной из свариваемых заготовок и передвигаемый зажим для второй заготовки. Блок собирается на основании из текстолита толщиной не менее 10 мм. Неподвижный зажим изготавливается из двух стальных частей. Нижний корпус – прямоугольный блок 100х50х30 мм. В верхней части делается вырез 50х20 мм для установки нижней плашки и сверлятся два отверстия с резьбой для крепления крышки зажима. На нижнем торце корпуса сверлятся два отверстия с резьбой для крепления к основанию.
Крышка зажима изготавливается из стальной полосы толщиной не менее 5 мм. Полосе придается П-образный профиль с отогнутыми ушками для крепления к корпусу зажима. П-образный профиль имеет размеры, равные размерам выреза в корпусе, и предназначен для установки верхней плашки. На ушках сверлятся отверстия. Плашки предназначены для зажима свариваемой заготовки и выполняются из стального бруска размером 50х20х30 мм. На встречных гранях плашек параллельно друг другу делается несколько (3-5 штук) проточек по размеру предполагаемой заготовки. Для крепления заготовка устанавливается между плашками, которые вставляются в корпус и крышку и зажимаются винтами.
Подвижный зажим изготавливается аналогично неподвижному зажиму, но в нижней части корпуса делается продольная проточка для установки в направляющие полозья. Сами полозья в виде П-образного профиля крепятся на основании блока. Само смещение зажима обеспечивается регулировочным винтом диаметром 10-15 мм и длиной до 10 см. Узел перемещения зажима изготавливается из стальной полосы толщиной не менее 5 мм. Полоса изгибается под прямым углом. На нижней части сверлятся два отверстия с резьбой для крепления к основанию блока. На боковой поверхности сверлится отверстие с резьбой для установки регулировочного винта. Это отверстие сверлится в середине полосы на высоте 20-25 мм от основания. Перемещение зажима по направляющим осуществляется за счет движения регулировочного винта.
Изготовление электродного блока

Схема электродного блока для контактной сварки: а – стыковой; б – точечной; в – шовной; 1 – свариваемое изделие; 2 – электроды; 3 -трансформатор.
-
Читайте также:
При использовании контактного блока с одним электродом рекомендуется блок пистолетного типа. В этом случае прижимной электрод закрепляется в самодельный держатель. Такой держатель изготавливается следующим образом. Две текстолитовые пластины толщиной порядка 10-15 мм вырезаются в виде пистолета длиной 20-25 см. Ширина ствольной части – 40-45 мм, ширина ручки – порядка 55 мм, длина ручки – порядка 100 мм. На внутренней поверхности пластин в центре ствольной части делается продольная круглая проточка радиусом 5-8 мм для электрода. Длина проточки, начиная от среза ствольной части, составляет 50-60 мм. На расстоянии 35-40 мм от среза ствола изготавливается паз для установки гайки, в которую закручивается электрод. В курковой части сверлятся два отверстия для крепления пусковой кнопки и делается соответствующая проточка в текстолите для установки корпуса кнопки. Для соединения пластин между собой в них сверлятся отверстия: четыре – в ручке, по два – в ствольной и задней частях пистолета. В ручке делается проточка для заведения сварочного кабеля.
Электрод изготавливается из медного прутка диаметром 8-10 мм. Конец прутка затачивается на конус. Длина электрода порядка 50 мм. В хвостовой части нарезается резьба.
Сборка производится следующим образом. На электрод накручивается крепежная гайка. С торца электрода припаивается жила кабеля. Электрод устанавливается в проточку пластины так, чтобы вылет его из держателя составлял порядка 20 мм, а гайка вошла в паз. Провод укладывается по проточке. Закрепляется пусковая кнопка. Пластины держателя совмещаются и скрепляются винтами.
Общая сборка конструкции
К источнику тока подводится питание от электросети. Подключается сварочный кабель, которым соединяется источник тока и контактный блок. Зажимы свободных концов кабеля на заготовке осуществляются с помощью «крокодилов», например, от автомобильного аккумулятора.
Инструмент, необходимый для изготовления самодельного сварочного аппарата:
- болгарка;
- сварочный аппарат;
- паяльник;
- электродрель;
- ножовка по металлу;
- фрезер;
- тиски;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- нож;
- набор метчиков и плашек;
- ножницы;
- штангенциркуль.
Контактная сварка своими руками вполне доступна и выполнима. Такая сварка значительно расширяет возможности домашнего мастера.
Частые вопросы
Какие материалы и инструменты необходимы для изготовления самодельной контактной сварки?
Для изготовления самодельной контактной сварки понадобятся: источник питания (обычно автомобильный аккумулятор), кабельные зажимы, электроды для сварки, изолента, защитные очки и перчатки, а также металлические детали для сварки.
Как правильно подготовиться к проведению самодельной контактной сварки?
Перед началом сварочных работ необходимо убедиться в исправности всех инструментов и материалов, провести проверку источника питания, выбрать подходящие электроды и защитные средства, а также подготовить место для сварки, обеспечивая хорошую вентиляцию и безопасность.
Полезные советы
СОВЕТ №1
Перед началом изготовления самодельной контактной сварки тщательно изучите все инструкции и руководства по безопасности, чтобы избежать травм и повреждений.
СОВЕТ №2
Выбирайте качественные материалы и комплектующие для изготовления сварочного аппарата, чтобы обеспечить надежность и безопасность его работы.
СОВЕТ №3
Перед началом сварочных работ убедитесь, что рабочая область хорошо проветривается, а также используйте средства защиты (очки, перчатки, специальная одежда), чтобы избежать возможных опасностей.








ли со статьей или есть что добавить?