Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь. Осуществить это поможет конденсаторная сварка своими руками.

Электрическая схема точечной микросварки.
Контактная сварка – это достаточно востребованный вид соединения металлов, особенно цветных. Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Читайте также:
Как провести
проверки нивелира
.Обзор
современных теодолитов
.Об
устройстве теодолита
читайте тут
.
Разновидности конденсаторной сварки

Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах. По методу проведения конденсаторную сварку можно подразделить на контактную, ударную и точечную.
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.

 Читайте также:
Читайте также:

Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Мнение эксперта:
Конденсаторная сварка – это технология, которая требует определенных знаний и навыков для выполнения. Эксперты отмечают, что для успешной конденсаторной сварки своими руками необходимо правильно подобрать оборудование и материалы, а также следовать инструкциям процесса. Важно учитывать технические характеристики сварочного аппарата, выбирать подходящий электрод и контролировать температуру процесса. Эксперты рекомендуют обратить внимание на безопасность при работе с высокими температурами и электрическим током. Важно также иметь опыт и понимание особенностей конденсаторной сварки для достижения качественного результата.
Принцип точечной сварки

Конструкция трансформаторов для точечной сварки.
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала. Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия.По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
-
Читайте также:

Интересные факты
- Конденсаторная сварка является одним из наиболее простых и доступных способов сварки в домашних условиях. Для ее выполнения не требуется специального оборудования, кроме сварочного аппарата и конденсаторов.
- Конденсаторная сварка может использоваться для сварки различных металлов, включая сталь, медь, алюминий и другие. Однако наиболее часто она применяется для сварки тонких листов металла, толщиной до 1 мм.
- Конденсаторная сварка отличается высокой скоростью и точностью сварки. Это позволяет использовать ее для сварки деталей, требующих высокой точности и аккуратности.

Требования к конденсаторной сварке

Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды. Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок. Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Опыт других людей
Конденсаторная сварка своими руками – это доступный способ выполнить сварочные работы без привлечения профессионалов. Люди, пробовавшие этот метод, отмечают его простоту и эффективность. Они отмечают, что для выполнения конденсаторной сварки не требуется специальных навыков или оборудования. Благодаря подробным инструкциям, доступным в интернете, многие успешно осуществляют этот вид сварки дома. Однако, важно помнить о безопасности и следовать рекомендациям, чтобы избежать травм и повреждений оборудования.

Простая конструкция для точечной сварки

Сварочные горелки для точечной сварки.
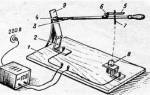
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата. В нем подача сварочного импульса осуществляется через трансформатор. При этом один конец вторичной обмотки соединен непосредственно с массивной деталью, к которой приваривается тонкая деталь, а второй конец – к электроду. Другими словами, устройство предусматривает применение только одного (верхнего) электрода. Прижим его к тонкой детали производится вручную. Для крепления и удержания электрода можно, например, использовать стандартные зажимные клеммы для автомобильного аккумулятора (зажим типа «крокодил»).
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста. На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.

Положение электрода при сварке.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора. Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В. Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков – 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Аппарат с повышенной мощностью


Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два – емкостью 100 мкФ, два – емкостью 470 мкФ, на рабочее напряжение не менее 50 В. В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.

Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке – 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается. Точное регулирование длительности импульса осуществляется переменным резистором.
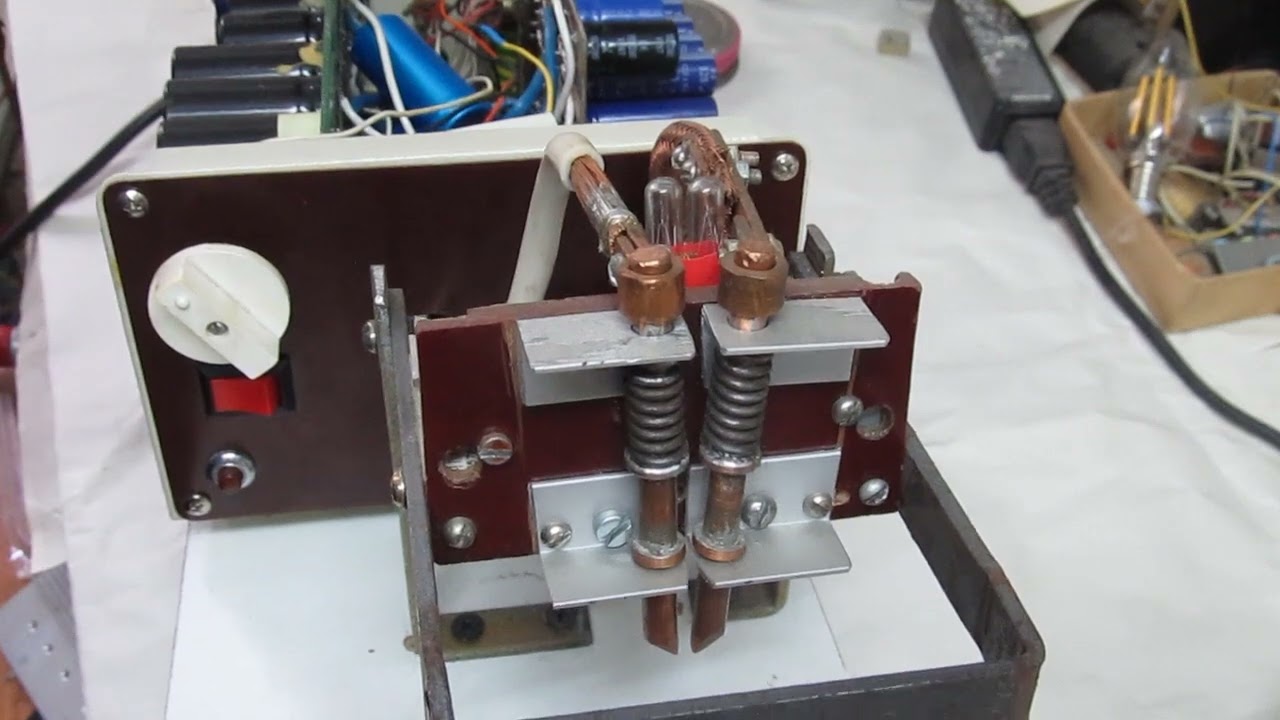
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т.е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Проведение конденсаторной точечной сварки
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов. Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- нож;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
Частые вопросы
Какие материалы и инструменты необходимы для конденсаторной сварки своими руками?
Для конденсаторной сварки вам понадобятся: сварочный аппарат, электроды для сварки, защитные очки, перчатки, защитная одежда, щетка для очистки металла, стружка для удаления окислов, источник питания.
Как правильно подготовиться к конденсаторной сварке?
Перед началом сварочных работ необходимо очистить металлическую поверхность от окислов, жира и других загрязнений. Также важно правильно подобрать электроды и настроить сварочный аппарат в соответствии с толщиной металла.
Какие основные шаги при выполнении конденсаторной сварки своими руками?
Основные шаги при конденсаторной сварке включают в себя подготовку металла, выбор правильного режима сварки, нанесение сварочной дуги, перемещение электрода по свариваемой поверхности и контроль качества сварного шва.
Полезные советы
СОВЕТ №1
Перед началом работы убедитесь, что все электрические соединения и провода на сварочном аппарате находятся в исправном состоянии, чтобы избежать аварий и травм.
СОВЕТ №2
Выбирайте правильный тип конденсатора для сварки в зависимости от толщины и типа металла, который вы собираетесь сваривать. Неправильный выбор конденсатора может привести к некачественной сварке.
СОВЕТ №3
Перед началом сварочных работ убедитесь, что рабочая поверхность и место проведения сварки хорошо очищены от загрязнений, окислов и жиров, чтобы обеспечить качественное соединение металлов.








ли со статьей или есть что добавить?