В случае аргонно дуговой сварки алюминия дуга является наиболее устойчивой при вертикальном положении электрода и перемещении его вдоль соединения (в процессе сварки стыковых соединений). Прут для присадки может вводиться с передней или задней части дуги. Однако в большинстве случаев используется первый метод. Размещение горелки и прута для присадки в процессе сварки прямолинейных соединений может быть следующим: сварка соединения встык с присадкой, с отбортовкой, внахлестку с проплавлением.

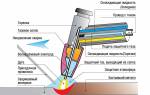
Схема аргонодуговой сварки.
В случае сварки соединения с отбортовкой дуга должна быть небольшой длины, однако следует избегать короткого замыкания. В процессе сварки электрод будет располагаться ниже верхней части отбортовки. В процессе сварки круговых швов ось электрода вольфрама размещается под углом в 75-80 ° к касательной с основанием изделия в месте сварки, при этом изделие понадобится вращать с одинаковой скоростью. Круговой шов оканчивается перекрытием начала шва на участке длиной в 18-20 мм. В результате дуга должна разорваться. Вращение изделия нужно резко ускорить. Если правильно произвести данный прием, то на круговом шве практически не будет видно конечного кратера.
Сварку нужно производить на максимальной скорости, потому правильно подобный процесс может выполнить лишь квалифицированный сварщик. Движение горелки должно быть прямолинейно-поступательным, без поперечных колебаний. Если соблюдать данные условия, то можно получить ровный и одинаковый по всей длине шов с гладким, зеркально-блестящим основанием сверху и плотным одинаковым проваром со стороны изнанки.

Схема струйной защиты при аргонодуговой сварке.
Элементы, которые будут необходимы:
- электрод;
- теплоизолированный кожух;
- проволока для присадки;
- подкладка;
- угольный стержень;
- сварочное устройство.
Обязательно должна быть произведена настройка сварочного устройства.
Как подготовить поверхность к сварке?
В большинстве случаев основание сплавов алюминия покрывается плотной пленкой небольшой толщины. Подобная пленка имеет высокую температуру плавления и большой удельный вес. Подобный материал осложняет зажигание и поддержание дуги в процессе сварки, а также препятствует соединению кромок главного металла с присадочным. Перед тем как производить аргонно дуговую сварку, подобную пленку нужно будет удалить с основания соединяемых кромок сплавов алюминия. Пленку можно удалять механическим или химическим способом. Первый используется в случае индивидуального производства. В случае массового целесообразно использовать химический способ очистки основания сплавов алюминия.
 Читайте также:
Читайте также:
Механический способ очистки основания сплавов алюминия подразумевает удаление тонкого слоя металла с помощью щетки из стали или наждачной бумаги небольшой толщины. Щетка из стали должна быть изготовлена из проволоки диаметром менее 0,15 мм.

Виды подготовки кромок под сварку.
Если использовать проволоку большой толщины, на основании алюминия появятся грубые риски. В таком случае слой пленки будет сниматься неравномерно, что может повлечь за собой плохое качество сварки.
Если произвести зачистку основания алюминия щеткой из стали, то можно получить приемлемые швы сварки. Перед зачисткой понадобится обязательно произвести обезжиривание поверхности, которое можно выполнить с помощью растворителей.
Тщательной зачистке подвергается основание алюминиевых сплавов с цинком или магнием. Проще всего зачищать алюминиевые сплавы с медью, железом или марганцем кремнием.
Мнение эксперта:
Аргонно-дуговая сварка алюминия – это процесс, требующий особого внимания и опыта. Эксперты отмечают, что для успешной сварки алюминия необходимо использовать специальное оборудование, включающее аргон в качестве защитного газа. Это позволяет предотвратить окисление металла и обеспечить качественное соединение. Кроме того, эксперты рекомендуют правильно настроить ток и скорость подачи проволоки, чтобы избежать дефектов сварного шва. Важно также учитывать особенности алюминия, такие как его высокая теплопроводность и низкая твердость, что требует особого подхода при сварке.

Способы обработки поверхности
Следует заметить, что очистка механическим способом не сможет обеспечить равномерного удаления пленки с основания сплавов алюминия. С помощью щетки достаточно сложно очистить кромки, которые стыкуются. Поэтому в местах, где это возможно, понадобится произвести обработку соединяемых кромок на станках механическим способом. Эффективность химического метода очистки устанавливается измерением контактного сопротивления, которое пропорционально толщине пленки. В данном случае рекомендуется использовать микровольтметр, который градуируется в микроомах.

Схема шва при аргонодуговой сварке.
-
Читайте также:

Для сплавов алюминия при аргонно дуговой сварке можно использовать следующие способы химической обработки:
- Обезжиривание в щелочном растворе и дальнейшее осветление в растворе ортофосфорной кислоты.
- Обезжиривание в щелочном растворе с дальнейшим осветлением в растворе азотной кислоты.
Кромки деталей, которые очищены одним из вышеперечисленных способов, можно легко сваривать. В данном случае швы будут иметь чистое основание. Указанные методы очистки имеют преимущество: на основании обработанных кромок на протяжении 4-5 суток пленка будет иметь незначительную толщину.
Интересные факты
- Аргонно-дуговая сварка алюминия (TIG)– это процесс сварки, при котором используется неплавящийся вольфрамовый электрод и инертный газ аргон для защиты сварочной ванны от окисления.
- TIG-сварка алюминиятребует тщательной подготовки поверхности металла перед сваркой, включая очистку от загрязнений, обезжиривание и удаление оксидной пленки.
- При TIG-сварке алюминияиспользуется специальная присадочная проволока, которая подается в сварочную ванну вручную или автоматически.

Существующие типы соединений
При аргонно дуговой сварке сплавов алюминия отсутствует флюс, потому в данном случае нет каких-либо ограничений при выборе типа соединений. Можно использовать следующие соединения:
- встык;
- с отбортовкой;
- внахлестку с проплавлением;
- обыкновенное соединение внахлестку;
- угловое соединение;
- тавровое соединение.

Виды сварных соединений.
Дуговая сварка встык алюминиевых листов толщиной 0,8-3 мм должна производиться с небольшими зазорами. При сварке алюминия толщиной 1,5-3 мм зазор должен быть не более 0,3 мм. Соединение с отбортовкой следует использовать для материала толщиной 0,8-2 мм.
Дуговая сварка внахлестку с проплавлением используется для материала толщиной менее 2 мм. При соединении подобного типа кромки должны прижиматься к подкладке. Это нужно для того, чтобы обеспечить плотное прилегание элементов друг к другу. Величина перекрытия определяется исходя из того, планируется ли проплавлять кромки перекрытия насквозь или нет. В первом случае кромка нижнего листа должна располагаться по крайней части формовочной канавки так, чтобы данная кромка использовалась на формирование нижней стороны шва. Величина перекрытия равняется ширине канавки. Если хорошо прогнать кромки, то можно осуществить угловое соединение на материале толщиной до 2 мм без использования присадочного материала.
Качественное выполнение соединения подразумевает точную пригонку кромок.Следует знать, что зазоры могут вызвать усиленное окисление кромок, что приведет к пористости и появлению зон несплавления, которые располагаются по плоскости соприкосновения кромок с установленной присадкой.
Опыт других людей
Как производится аргонно-дуговая сварка алюминия? Люди отмечают, что для этого процесса необходимо использовать специальное оборудование, включая сварочный аппарат, аргон и электроды. Они отмечают, что аргон создает защитную среду, предотвращая окисление металла во время сварки. Люди также отмечают, что для успешной сварки алюминия необходимо хорошее владение техникой и опыт. Важно правильно настроить оборудование и поддерживать необходимые параметры сварочного процесса.
-
Читайте также:
Нюансы, которые следует знать
Алюминиевые сплавы имеют высокую теплопроводность, потому в месте сварки толщины соединяемых заготовок должны быть одинаковыми. Если понадобится соединять заготовки со стенами различной толщины, более толстую кромку следует скосить на месте сварки до толщины, которая равна толщине другой кромки.
В местах, где это позволяет конструкция, рекомендуется использовать подкладки, чтобы облегчить процесс сварки алюминия аргоном и сделать большие допуски на пригонку стыка. Подкладки должны изготавливаться из нержавеющего металла. В подкладке под швом следует предусмотреть канавку.
Стыковые бескосные соединения используются для сплавов алюминия толщиной менее 3 мм. Если заготовка имеет большую толщину, свариваемые кромки нужно будет скосить.
Конструкции с толщиной стены 1-3 мм соединяются однослойным швом. Если толщина стенки более 3 мм, сварку стыкового соединения со скосом кромок следует выполнять в несколько слоев. Первый слой заключается в расплавлении кромок без присадочного материала, другой слой нужно накладывать с материалом для присадки на завершенный первый слой. Перед тем как вкладывать второй слой, первый слой нужно зачистить механическим или химическим методом. Когда можно производить сварку с двух сторон, заготовки свариваются без скоса кромок толщиной 6,5 мм.

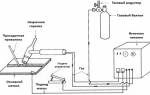
Схема сварочного аппарата.
В случае сварки алюминия толщиной более 1,6 мм понадобится использовать проволоку для присадки, так как расплавленная ванна склонна к образованию вогнутого основания. Поэтому не получится использовать автоматическую сварку алюминиевых сплавов, если нет приспособления для механической подачи проволоки для присадки. Обязательно должна быть выполнена настройка данной конструкции.
Соединения внахлестку и втавр свариваются с проволокой для присадки. Подобную проволоку можно и не использовать, но в таком случае верхняя кромка должна проплавиться, чтобы была возможность заменить проволоку для присадки.
Технология сварки алюминия
Зажигать дугу переменного тока путем касания электродом вольфрама основания из алюминия достаточно сложно. Чтобы зажечь дугу, в начале шва сварки нужно уложить угольный стержень, на котором и будет зажигаться дуга. После того как электрод вольфрама разогреется, дугу можно легко возбудить на главном металле. Зажигать дугу на стержне из угля достаточно просто. Уголь имеет малую теплопроводность, в связи с чем в процессе короткого замыкания произойдет быстрый разогрев материала и конца электрода вольфрама. Уголь и вольфрам можно охарактеризовать мощной термоэлектронной эмиссией с их основания, за счет этого в процессе отвода электрода вольфрама возбудится устойчивая дуга. Нагретый конец электрода вольфрама испустит мощный поток электронов, который поддерживает горение дуги в процессе переноса ее на металл.
-
Читайте также:
Алюминию характерна жидкотекучесть, потому его рекомендуется сваривать в нижнем положении.
Если есть необходимость, дуговая сварка на вертикальном основании выполняется сверху вниз для толщины металла менее 5 мм и снизу вверх для толщины заготовки более 5 мм.
В некоторых случаях в начале шва могут образовываться трещинки. Чтобы этого избежать, понадобится в начальной части шва предварительно разогреть стык. Для этого на длине 35-45 мм дугой нужно несколько раз прогреть стык, дуга при этом должна гореть в инертном газе. После этого выполняется дуговая сварка с максимальной скоростью.
На выбор режима сварки оказывают влияние геометрическая форма и размеры деталей. С помощью дуговой сварки в среде инертного газа можно выполнить алюминиевое литье. Чтобы предотвратить появление трещинок, отливки перед сваркой понадобится предварительно нагреть до 400 °С. Заварка производится с помощью металла для присадки, состав которого соответствует составу металла отливки. Места, которые подлежат заварке, нужно будет предварительно зачистить механическим методом. После того как будет произведена заварка, отливку следует поместить в теплоизолированный кожух, после чего медленно ее охладить.
В случае механизированного процесса сварки алюминия понадобится выдержать конкретную скорость подачи проволоки для присадки. Если производится дуговая сварка на минимальной скорости, важно предотвратить перегрев и окисление проволоки для присадки.
Подобная проволока может подаваться любым способом, который обеспечит равномерную скорость подачи и ее изменение. Механизированная аргонно дуговая сварка выполняется на подкладке. Использование газовой защиты со стороны изнанки шва не даст положительных результатов.
Аргонно дуговая сварка алюминия является сложным процессом, потому понадобится знать технологию соединения.
Частые вопросы
Какие особенности аргонно-дуговой сварки алюминия?
Аргонно-дуговая сварка алюминия отличается тем, что алюминий имеет высокую теплопроводность и окисляется на воздухе, поэтому требуется использование защитного газа (аргона) для предотвращения окисления металла во время сварки.
Какие типичные параметры сварки алюминия аргонно-дуговым методом?
Для сварки алюминия аргонно-дуговым методом обычно используют постоянный ток, положительный электрод и высокую частоту сварочного тока. Также важно правильно настроить подачу аргонного газа для защиты сварочной зоны.
Какие основные этапы процесса аргонно-дуговой сварки алюминия?
Основные этапы аргонно-дуговой сварки алюминия включают подготовку сварочной поверхности, настройку сварочного оборудования, установку необходимых параметров сварки, проведение сварочного процесса и контроль качества сварного соединения.
Полезные советы
СОВЕТ №1
Перед началом сварки алюминия необходимо тщательно подготовить поверхность металла, убедившись, что она чистая и без жировых пятен, чтобы обеспечить качественное соединение.
СОВЕТ №2
Для успешной аргонно-дуговой сварки алюминия важно правильно настроить оборудование, включая выбор подходящего электрода, тока и скорости сварки.
СОВЕТ №3
При сварке алюминия следует использовать специальные защитные газы, такие как аргон, для предотвращения окисления металла и обеспечения качественного шва.








ли со статьей или есть что добавить?