Медь относится к цветным металлам, имеющим определенное распространение в технике и строительстве. Она обладает хорошей электро- и теплопроводностью, коррозионной стойкостью, отлично поддается мехобработке. Следует отметить, что сварка меди имеет свои особенности, обусловленные физико-химическими свойствами данного металла.

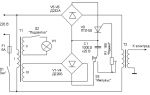
Конструкция трансформаторов для точечной сварки меди.
В зависимости от химического состава и назначения. медь по ГОСТ 859-78 выпускают пяти наименований:
- катодную (содержит малое количество примесей в пределах 0,003-0,1%);
- бескислородную (содержание кислорода не более 0,003%);
- катодную переплавленную (содержание примесей в пределах 0,01-0,5%);
- раскисленную (содержание примесей в пределах 0,01-0,5%);
- огневого рафинирования (содержание примесей в пределах 0,01-0,5%).
Катодную медь применяют для изготовления токопроводящих деталей, катодов, проводов, другие наименования меди используются для производства медных слитков и полуфабрикатов.
Особенности сварки медных материалов
Технология сварки меди, как и любого другого цветного металла, имеет свои отличительные черты, обусловленные ее химическими и физическими свойствами. Так, например, процесс соединения этого материала значительно затрудняется высокой способностью меди окисляться в нагретом или расплавленном состоянии и ее высокой текучестью и теплопроводностью.
Следует отметить, что различные примеси, содержащиеся в составе меди разных марок (кислород, сурьма, висмут, мышьяк, сера, фосфор), тоже оказывают определенное влияние на процесс сварки. Особенно негативно на сварочный процесс влияет висмут.
В ходе нагревания и плавления медь, окисляясь, образует одновалентный оксид Cu2O, который, взаимодействуя с водородом, растворенным в металле, приводит к появлению трещин в материале, т.е. к так называемой «водородной болезни».

Режимы сварки меди.
 Читайте также:
Читайте также:

Следует отметить, что лучше всего сваривается катодная электролитическая медь с процентным содержанием примесей до 0,05%.
Существует ряд способов соединения медных элементов. Для этого применяют следующие типы сварки: газовую, в защитной инертной среде (азотной или аргоновой), электродуговую ручную и автоматическую. Необходимо отметить, что любые сварочные работы следует проводить в помещении, где есть приточно-вытяжная вентиляция. Обязательно использовать спецодежду, спецобувь и индивидуальные защитные средства: кожаные перчатки, щиток. Сварочное оборудование должно быть исправным.
Мнение эксперта:
Сварка меди – это процесс соединения медных деталей путем нагрева их до определенной температуры. Эксперты отмечают, что для сварки меди используются различные методы, включая газовую сварку, дуговую сварку, а также сварку с использованием специальных припоев. Каждый из этих методов имеет свои особенности и применяется в зависимости от конкретной задачи. Важно отметить, что для успешной сварки меди необходимо обеспечить правильную подготовку поверхностей, контролировать температуру и выбирать подходящий метод сварки в соответствии с требованиями конкретной работы.

Ручная дуговая сварка
При такой технологии сварки меди необходимы следующие устройства и материалы:
- электроды, флюс и присадочный материал соответствующего типа;
- генератор сварочный постоянного тока.
Технология электродуговой ручной сварки медных материалов осуществляется с применением графитированных (угольных) или металлических электродов. Для отечественных изделий типа ЗТ в качестве стержней используют латунь марки Л90, проволоку медную марок М1, М3, М2, бронзовую проволоку Бр, КМц3-1 (кремнемарганцевая), бронзовые стержни марки Бр, 0Ф4-0,25 (оловянно-фосфористая).

Схема ручной дуговой сварки.
Стержни электродов покрывают особыми химическими составами (покрытиями) согласно справочной литературе. Толщину электродного покрытия следует выбирать согласно справочной литературе в зависимости от типа электрода. После того как нанесено покрытие, электроды необходимо просушить в течение 3-4 часов на воздухе при температуре +20°…+30°С, далее прокалить в течение 90-120 минут при температуре +250°…+300°С.
Электродуговую ручную сварку медных материалов посредством электрода из металла осуществляют током постоянной величины (обратная полярность) согласно следующим параметрам (I – сила тока, А, d – сечение электрода, мм, S – толщина листа, мм):
- S = 2, d = 3, I от 120 до 150;
- S = 3, d = 3-4, I от 160 до 210;
- S = 4, d = 4, I от 240 до 280;
- S = 5, d = 5, I от 300 до 350;
- S = 6, d = 5-6, I от 330 до 380.
В процессе соединения меди с использованием графитированных электродов в роли присадок применяют прутки, имеющие марки, аналогичные маркам электродов из металла. В целях оптимизации дугового сваривания медных деталей и конструкций электродом из графита применяется соответствующий флюс, который в начале работы добавляют в разделку или покрывают им присадочный материал. Химсостав флюса выбирают согласно справочникам.
-
Читайте также:


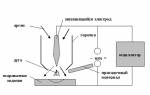
Схема сварки неплавящемся электродом.
Технология ручной сварки медных элементов при помощи угольного электрода проводится согласно следующим параметрам (I – сила сварочного тока, А, d – сечение электрода, мм, S – толщина листа, мм):
- S = 1, d = 4, I от 135 до 180;
- S = 2, d = 6, I от 195 до 260;
- S = 4, d = 6, I от 250 до 330;
- S = 6, d = 8, I от 315 до 430;
- S = 12, d = 10, I от 420 до 550.
Если сечение листа не превышает 4,0 мм, то дуговую ручную сварку осуществляют, не разделяя кромки. Без зазоров необходимо провести сборку стыковых соединений.
Детали толщиной свыше 0,5 см перед свариванием следует предварительно нагреть до температуры +200°…+300°С. Соединения тавровые и угловые сваривают, располагая «в лодочку».
Интересные факты
- Сварка меди может осуществляться различными методами, включая газовую сварку, дуговую сварку, лазерную сварку и сварку трением. Каждый метод имеет свои преимущества и недостатки, и выбор конкретного метода зависит от конкретных условий и требований.
- При сварке меди необходимо учитывать ее высокую теплопроводность. Это означает, что тепло от сварки быстро распространяется по металлу, что может привести к перегреву и повреждению материала. Поэтому при сварке меди необходимо использовать специальные приемы и технологии, позволяющие контролировать температуру сварки.
- Сварка меди может сопровождаться выделением вредных газов и паров. Поэтому при работе с медью необходимо соблюдать меры безопасности, включая использование средств индивидуальной защиты и обеспечение хорошей вентиляции рабочего места.

Дуговая сварка меди сварочным автоматом
Для данного вида сварки меди необходимы следующие материалы и инструменты:
- электроды, присадки и флюс соответствующего типа;
- сварочный аппарат;
- графитовая подкладка.

Классификация способов сварки в среде защитных газов.
Автоматическую электродуговую сварку медных конструкций и деталей осуществляют с использованием флюса электродами двух типов: металлическим плавящимся и неплавящимся из графита. Разновидность флюсового и присадочного материалов выбирают согласно справочной литературе.
В случае использования электрода из графита сваривание проводят посредством специальной головки автоматического типа, передвигающейся по сварному шву с фиксированной скоростью. В ходе такого типа соединения используют присадочный металл, графитовую подкладку под свариваемой медью и латунную полоску.
-
Читайте также:
Технология дуговой автоматической сварки медных материалов с применением угольного электрода сечением 20,0 мм имеет следующие параметры (I – сила тока, А, V – скорость сварки, м/ч, S – сечение листов, мм, U – напряжение дуги, В):
- S = 4, I = 780-800, U = 18, V = 22,4;
- S = 6, I = 960-980, U = 18, V = 22,4;
- S = 8, I =1000, U = 18-19, V = 16.
Дуговая автоматическая сварка меди выполняется посредством обыкновенных сварочных аппаратов электродом из металла. При этом используют электродную медную проволоку марок М3, М1, М2 и диаметром от 1,6 до 3,0 мм. Такую сварку проводят на токе постоянной величины (обратная полярность). Применяют флюс согласно справочной литературе. Некоторые типы флюсов позволяют, в частности, проводить автоматическую сварку медных элементов на токе переменной величины.

Аргонно-дуговая сварка меди.
Следует отметить, что дуговая автоматическая сварка меди в зависимости от типа соединения имеет свои отличительные особенности и определенные режимы. Так, в случае одностороннего шва, материал сваривают со сквозным проваром с использованием графитовой подкладки.
Кроме того, листы сечением менее 8,0 мм варят, не разделывая кромки, согласно следующим параметрам (d – диаметр проволоки, мм, I – сила тока, А, S – толщина листов, мм, U – напряжение дуги, В, V – скорость, м/ч):
- S = 2, d = 1,6, I = 140-160, U =32-35, V = 25;
- S = 3, d = 1,6, I = 190-210, U = 32-35, V = 20;
- S = 4, d = 2, I = 250-280, U = 30-35, V = 25;
- S = 5, d = 2, I = 300-340, U =30-35, V = 25;
- S = 6, d = 2, I = 330-350, U = 30-35, V = 20;
- S = 8, d = 3, I = 400-440, U = 33-38, V = 16.
В ходе сваривания более толстого материала (более 8,0 мм) используют разделку в виде буквы «V» под углом 60°. Процесс соединения стыков с разделанными медными кромками при двустороннем шве проводят согласно следующим параметрам (угол разделки кромок постоянен и составляет 60°, S – толщина листов, мм, I – сила тока, А, U – напряжение дуги, В, V- скорость, м/ч):
- d = 10, притупление кромок = 5 мм, I =540-560, U =33-38, V = 15;
- d = 12, притупление кромок = 6 мм, I =580-600, U =35-38, V = 15.

Сварка в среде аргона.
-
Читайте также:
Медные соединения внахлестку свариваются по следующей технологии согласно таким параметрам (S – толщина листов, мм, I – сила тока, А, U = 30-35 В – напряжение дуги, В, V – скорость, м/ч):
- S = 3, I =220-240, V = 25;
- S = 4,5, I = 300-340, V = 25;
- S = 6, I =350-400, V = 20.
Следует отметить, что медные листы толщиной от 8 до 12 мм необходимо варить с обеих сторон. Также, в целях быстрого зажигания сварочной дуги, целесообразно перед началом сваривания подсыпать стружку из латуни под проволоку электродов.
Опыт других людей
Сварка меди вызывает много положительных отзывов. Люди отмечают, что процесс сварки меди довольно прост и быстр, особенно при использовании специализированного оборудования. Они отмечают высокую прочность соединений, получаемых при сварке меди, что делает этот метод незаменимым при работе с металлом. Многие также отмечают экономию времени и средств при использовании сварочных технологий для меди.

Сварка меди в защитной инертной газовой среде
Кроме вышеперечисленных видов соединения, медные материалы также можно сваривать в среде азота или аргона двумя типами электродов: плавящимся металлическим и неплавящимся вольфрамовым. Наиболее распространенным вариантом данного вида соединения является сваривание в инертной аргоновой среде неплавящимся электродом из вольфрама на токе прямой полярности и постоянной величины.

Влияние температуры предварительного подогрева на угол смачивания при сварке меди.
Для такого вида сварки меди необходимы следующие компоненты и устройства:
- электроды, флюс и присадочный материал соответствующего типа;
- сварочные держатели, осушенный аргон (99,8% чистота), сварочный аппарат для аргонодугового соединения.
В роли материала присадки выступают прутки (марка М2, М1, М3). Технология такого вида соединения медных элементов имеет следующие параметры (I – сила тока, А, Dп – диаметр присадочной проволоки, мм, Qа – расход аргона, л/мин, S – толщина листов, мм, Dэ – диаметр электрода из вольфрама, мм):
- S = 1,6, Dп = 2,4, Dэ = 2,4, I = 80-110, Qa = 2,8-3,3;
- S = 3,2, Dп = 3,2, Dэ = 3,2, I = 200, Qa = 6;
- S = 6,4, Dп = 4,8, Dэ = 4,8, I = 300, Qa = 7;
- S = 10, Dп = 4,8, Dэ = 4,8, I = 350, Qa = 7;
- S = 12, Dп = 6,4, Dэ = 4,8, I = 400, Qa = 8;
- S = 16, Dп = 6,4, Dэ = 4,8, I = 400, Qa = 8.
В случае сваривания меди в среде защитных газов плавящимся металлическим электродом соединение проводят на токе постоянной силы и прямой полярности. Материал электродов в этом случае выбирают согласно справочной литературе.
Как производится газовая сварка?
Для такого вида соединения медных элементов необходимы следующие материалы и инструменты:
- электроды, флюс и присадочный материал соответствующего типа;
- ацетиленовый генератор, заправленный водой и карбидом кальция, или баллон с ацетиленом;
- баллон с кислородом;
- шланги;
- горелка.

Схема газовой сварки меди.
Газовая сварка медных деталей и конструкций является самым распространенным видом сваривания медных элементов. При использовании этого вида соединения листов толщиной менее 5,0 мм используют присадочные материалы из меди марок М1, М2, М3.
Если надо провести сваривание медных листов большей толщины, то следует использовать проволоку с содержанием фосфора 0,2% и кремния 0,15-0,3% или проволоку из меди с содержанием фосфора 0,2-0,7%. При данном виде работ применяют флюсы согласно справочной литературе.
Технология имеет такие параметры (S – толщина медных листов, мм, № – номер наконечника сварочной горелки, Dп – диаметр присадочной проволоки, мм):
- S
- S = 1-1,5, Dп = 1,5, № 1;
- S = 1,5-2,5, Dп = 2, № 2;
- S = 2,5-4, Dп = 3, № 3;
- S = 4-8, Dп = 5, № 4-5;
- S = 8-15, Dп = 6, № 6;
- S > 15, Dп = 8, № 6-7.
Термическая обработка
По окончании сваривания меди любым способом соединения швы необходимо подвергнуть проковыванию. Если сечение сваренных листов менее 0,5 см, то металл проковывают без нагрева. Если сечение листов свыше 0,5 см, то медь следует проковывать, проведя нагревание до температуры +250°…+350°С.
Нагрев свыше +350°С проводить нецелесообразно, т.к. это приводит к снижению прочностных свойств металла. По окончании проковки необходимо провести термическую операцию отжига при температуре +500°…+600°С с дальнейшим водным охлаждением. Эта операция позволяет сделать сварной шов пластичным и повысить его механические и прочностные свойства.
Частые вопросы
Как производится сварка меди?
Сварка меди производится путем нагрева металла до определенной температуры с помощью специального оборудования, а затем соединение проводится при помощи плавления меди или использования специальных сварочных электродов.
Какие методы сварки меди существуют?
Существует несколько методов сварки меди, включая дуговую сварку, газовую сварку, сварку с использованием лазера или ультразвука, а также сварку с использованием специальных сварочных паст или флюсов.
Какие особенности следует учитывать при сварке меди?
При сварке меди следует учитывать ее высокую теплопроводность, что может потребовать применения специальных методов предварительной подготовки и контроля температуры, а также необходимость защиты от окисления металла в процессе сварки.
Полезные советы
СОВЕТ №1
Перед началом сварки медных деталей необходимо тщательно очистить поверхность меди от окислов и загрязнений. Для этого можно использовать специальные чистящие средства или механические методы, такие как шлифовка или обезжиривание.
СОВЕТ №2
При сварке меди важно правильно подобрать тип сварочного электрода или проволоки, а также режимы сварки, учитывая теплопроводность и термическую проводимость меди. Рекомендуется консультироваться с опытным специалистом или инженером для выбора оптимальных параметров сварки.
СОВЕТ №3
При сварке меди следует обеспечить хорошую вентиляцию рабочего места и использовать средства индивидуальной защиты, такие как специальные маски и перчатки, для предотвращения вдыхания вредных паров и защиты кожи от возможных ожогов.








ли со статьей или есть что добавить?