Строительство длинных трубопроводов требует многочисленных сварных соединений отдельных труб. Качество проведения сварки может оказать существенное влияние на работоспособность всей магистрали. Методы контроля сварных соединений позволяют с достаточной степенью достоверности говорить об их качестве.

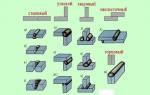
Схема сборки стыков труб сваркой.
Государственными стандартами строго регламентирована необходимость проверки надежности трубопроводов. Такая проверка необходима с целью обеспечения безопасности их обслуживания. Неразрушающий контроль сварных соединений труб входит в систему объективного контроля качества магистралей и является обязательным и эффективным способом оценки их надежности и безопасности.
Образование дефектов
При проведении сварки трубопроводов и соответствующего термического воздействия в сварном шве и участках, прилегающих к нему, могут образоваться дефекты (разрушения).

Дефекты сварочного шва
Эти дефекты при эксплуатации могут привести к уменьшению прочностных характеристик металла, снижению эксплуатационной надежности и долговечности трубопровода, изменению транспортировочных характеристик, недостаточной точности размеров и ухудшить внешний вид. Главные причины возникновения дефектов: нарушения технологии сварки, использование материалов низкого качества или недостаточная квалификация работника. Ряд дефектов сварных соединений заметен при визуальном осмотре, но большая их часть скрыта и может быть обнаружена только специальными методами. Другими словами, дефекты могут быть внутренними и поверхностными (внешние).
Мнение эксперта:
Неразрушающий контроль сварных соединений трубопроводов – это важная процедура, обеспечивающая безопасность и надежность работы трубопроводных систем. Эксперты отмечают, что для проведения такого контроля применяются различные методы, включая ультразвуковой контроль, радиографию, магнитопорошковую и вихревую дефектоскопию. Каждый из этих методов имеет свои особенности и применяется в зависимости от конкретных условий и требований к контролю. Важно отметить, что неразрушающий контроль позволяет выявить дефекты и повреждения в сварных соединениях без повреждения самого материала, что позволяет предотвратить возможные аварийные ситуации и обеспечить долговечность трубопроводов.
https://youtube.com/watch?v=ECo0fEqt4Ew
Виды повреждений и дефектов
Можно выделить основные формы дефектов сварных зон: наплыв массы, подрез, неравномерный провар, трещины и поры (как внешние, так и внутренние), инородные включения.

Дефекты принято подразделять и по причине их возникновения. Выделяется две основные группы: дефекты, возникшие из-за металлургических особенностей и термического воздействия, и дефекты, появившиеся из-за человеческого фактора, нарушения режимов сварки. К первым можно отнести в кристаллической структуре – трещины (холодные и горячие) в сварном шве и пришовном участке, поры, шлак, структурные изменения в металле. Из второй группы особо выделяются такие дефекты, как ненормированные размеры шва, неравномерный провар, подрезы, прожоги, наплывы, кратеры, незаполненные металлом и некоторые другие.

Схема подготовки кромок труб под сварку.
Нарушения размеров шва могут повлиять на надежность трубопроводов, поэтому если такие отклонения больше нормируемых стандартами, то их принято считать дефектами. Такие дефекты косвенно указывают на наличие внутренних дефектов сварного шва. Основные дефекты этого типа: резкая неравномерность ширины и высоты шва по его длине, крутой переход от пришовной зоны к сварному шву, заметная бугристость наплавленного металла, большие седловины и перетяжки.
Интересные факты
-
Использование ультразвукового контроля для обнаружения дефектов сварных соединений трубопроводов.Ультразвуковой контроль является одним из наиболее распространенных методов неразрушающего контроля сварных соединений трубопроводов. Он основан на использовании ультразвуковых волн, которые проходят через сварное соединение и отражаются от дефектов. Отраженные волны регистрируются датчиком, который преобразует их в электрический сигнал. Этот сигнал затем анализируется для определения местоположения и размера дефекта.
-
Использование рентгеновского контроля для обнаружения дефектов сварных соединений трубопроводов.Рентгеновский контроль является еще одним распространенным методом неразрушающего контроля сварных соединений трубопроводов. Он основан на использовании рентгеновских лучей, которые проходят через сварное соединение и создают изображение на рентгеновской пленке. Дефекты в сварном соединении видны на рентгеновской пленке как темные пятна.
-
Использование магнитного контроля для обнаружения дефектов сварных соединений трубопроводов.Магнитный контроль является методом неразрушающего контроля сварных соединений трубопроводов, который основан на использовании магнитного поля. Магнитное поле создается с помощью электромагнита, который помещается на сварное соединение. Дефекты в сварном соединении вызывают искажение магнитного поля, которое регистрируется датчиком. Этот датчик преобразует искажение магнитного поля в электрический сигнал, который затем анализируется для определения местоположения и размера дефекта.
Трубопроводы: анализ различных дефектов
Дефект сварного соединения в виде наплыва появляется при сильном затекании расплава на холодную пришовную зону. Наплывы могут иметь вид отдельных капель, а могут протянуться на значительное расстояние по сварочному шву. Причины возникновения наплывов:
- превышение сварочного тока;
- неправильный наклон;
- движение электрода при сварке;
- неучет угла наклона труб при их соединении.
Наплывы часто сопровождаются появлением неравномерного и некачественного провара металла шва, а также возникновением внешних и внутренних трещин.

Схемы образования наплывов.
Подрезы – это канавки в металле, появившиеся на границе со сварным швом. Такой дефект уменьшает реальное сечение шва и приводит к появлению избыточных напряжений, что может привести к перерастанию их в трещины с последующим разрушением сварного соединения.
 Читайте также:
Читайте также:

Дефекты в виде прожогов проявляются как отверстия, через которые протек расплав из сварной ванны. Причиной образования такого дефекта может стать низкая скорость сварки, завышенный зазор между торцами труб при их сваривании, превышении силы сварочного тока. Недостаточный или неравномерный провар швов вызывается отсутствием надежного соединения кромок на небольших участках. Такой дефект уменьшает реальное сечение сварного шва и приводит к появлению остаточных напряжений, что может вызвать последующее растрескивание и разрушение металла.
Трещины можно отнести к наиболее опасным видам дефектов. Они могут появиться в любой точке сварочной зоны (включая пришовную область металла) и иметь любое направление (продольное и поперечное). По своим размерам они подразделяются на микротрещины и трещины. Такой дефект вызывается как неправильными условиями кристаллизации расплава, так и превышением концентрации углерода, серы и фосфора в сварочной ванне. Трещины заметно влияют на все основные параметры сварных соединений трубопроводов.

Таблица допускаемых значений подреза при сварке.
Инородные включения ослабляют прочностные характеристики. Наиболее опасно наличие шлаковых включений, образующихся при недостаточной очистке от шлаков поверхности швов после сварки. Эти включения значительно ускоряют коррозию металла.
Газовые или воздушные поры обычно образуются внутри сварного шва. Они могут иметь единичный характер, а могут зародиться группами и даже образовать цепочки пустот. Поры могут расположиться на поверхности металла, образуя углубления (свищи). Поры значительно уменьшают прочность швов, а образование цепочек из пустот может вызвать разгерметизацию трубопровода.
Нарушения в структуре металла шва или пришовной зоны могут проявиться через увеличение концентрации оксидов, микропоры и микротрещины, крупную зернистость. Тепловой режим при формировании структуры металла играет решающую роль. Избыточный нагрев ведет к образованию крупных зерен в структуре. При пережоге металла возможно появление зерен с окисленными поверхностями. Все это ведет к хрупкости металла.
Опыт других людей
Неразрушающий контроль сварных соединений трубопроводов вызывает восторженные отзывы. Люди отмечают его высокую эффективность и точность. “Это надежный способ обнаружения дефектов без повреждения оборудования”, – говорит инженер Алексей. “Неразрушающий контроль помогает предотвратить аварии и обеспечить безопасность трубопроводов”, – подчеркивает директор по производству Ольга. “Это важная часть обслуживания инфраструктуры и экономии средств”, – добавляет главный инженер Дмитрий.

Общая теория неразрушающего контроля
Под методикой неразрушающего контроля скрывается комплекс методов, позволяющих определять необходимые параметры без нарушения целостности сварного соединения трубопровода. Сварные соединения необходимо контролировать на всех этапах подготовки, изготовления и стадиях подготовки к эксплуатации и периодически в процессе эксплуатации.
-
Читайте также:

Факторы, влияющие на качество сварных швов.
Неразрушающие методы контроля объединяют в себе контроль путем внешнего осмотра для обнаружения наружных дефектов, исследование герметичности швов сварных соединений и способы контроля для установления скрытых дефектов с использованием специальных аппаратов. Неразрушающий контроль выделяется как отдельная стадия технологического процесса изготовления всего трубопровода.
Государственные стандарты строго регламентируют контроль сварных соединений трубопроводов. Так, ГОСТ 3242-79 определяет шесть основных видов контроля, а ГОСТ 30242-97 классифицирует виды дефектов сварных соединений трубопроводов. Главной целью использования специальных методов является определение местонахождения и величины скрытых дефектов, поэтому все методики относятся к группе дефектоскопии. Система неразрушающего контроля включает следующие методы: капиллярный, радиационный, акустический, магнитный, ультразвуковой.
Внешний визуальный осмотр
Первый метод неразрушающего контроля сварных соединений трубопроводов – это внешний визуальный осмотр и обмер, который проводится постоянно на всех стадиях изготовления и эксплуатации трубопроводов. Прежде всего, путем визуального осмотра сварного соединения труб определяют наличие внешних дефектов, таких как наплывы, подрезы, кратеры пор, прожоги, наружные трещины и другие. При таком осмотре рекомендуется использование лупы с десятикратным увеличением.

Обобщенная схема обоснования норм допустимости дефектов.
Следующим этапом является проведение измерения размеров сварных элементов и фиксации местонахождения дефектов. При замерах устанавливают следующие размеры сварного шва: его ширина и высота, размер выпуклых участков и углы на границе с пришовной зоной. Для контроля размеров используются специальные шаблоны. Результаты замеров сварного шва сравниваются с нормируемыми значениями, установленными государственными стандартами на эти виды сварочных работ.
Исследование герметичности
Сварные соединения трубопроводов должны обладать герметичностью для тех веществ (жидкостей или газов), которые транспортируются по этому трубопроводу. Контроль герметичности (непроницаемости) проводится после сборки трубопровода. Он включает следующие основные способы проверки: капиллярный, химический, пузырьковый, а также путем вакуумирования и с использованием искателя течи.
-
Читайте также:

Проверка сварных соединений с использованием капиллярного способа основана на свойстве керосина использовать капилляры для проникновения через внутренние пустоты (поры, трещины). Для проверки герметичности на сварной шов наносится водный раствор мела и высушивается. Со стороны шва противоположной окрашенной мелом поверхности, поверхность обильно поливается керосином. Если произошла утечка, то следы керосина выступят на меловом покрытии. При использовании керосина удастся определить наличие внутренних дефектов размером менее 0,1 мм.

Схема выбора браковочного уровня при ультразвуковом контроле стыковых швов.
Контроль герметичности с использованием аммиака основан на окрашивании индикатора при контакте с щелочью. Индикатором является раствор фенолфталеина или азотнокислой ртути, реагентом – аммиак в газообразном состоянии.
Пузырьковый метод контроля включает проверку давлением воздуха. В тубу подается сжатый воздух и проверяется герметичность сварного шва по пузырькам при погружении участка трубопровода в ванну с водой. Проверка может основываться на выявлении пузырьков воды при создании гидравлического давления внутри трубы. Перед испытанием поверхность трубы просушивается, а при испытании обеспечивается внутреннее давление воды, превышающее рабочее давление в трубопроводе в 1,5 раза.
При проведении контроля сварных соединений ответственных трубопроводов используется контроль газоэлектрическим искателем течи. Для испытания используется газообразный гелий, который имеет высокую проницаемость. Специальный щуп искателя течи выявляет появление газа, а электронный блок анализирует его количество и степень герметичности сварного шва.
Магнитный метод установки дефектов

Схема магнитного метода контроля качества сварного шва.
Неразрушающие способы контроля сварных соединений трубопроводов, учитывающие магнитные свойства материалов, позволяют установить расположение дефектов путем исследования магнитного рассеяния в неоднородных структурах при намагничивании металла сварной зоны. Часть трубы намагничивается при помощи соленоида, помещенного во внутреннюю полость, или путем наматывания проводом обмотки поверх сварочного шва. Проверку проводят методом порошка, индукционным или магнитографическим методом, отличающиеся способом измерения рассеивания магнитного потока.
Порошковый метод контроля подразумевает применение магнитного порошка (опилки железа), нанесенного на поверхность сваренного участка. При создании в порошке магнитного поля происходит ориентация частиц и наглядно формируется картина магнитного спектра. Так можно обнаружить трещины и поры на значительных глубинах. Для контроля с использованием индукционного метода применяются искатели, в которых создается электродвижущая сила под влиянием рассеивающегося магнитного потока. При этом издается звуковой сигнал или появляется световой сигнал. Магнитографический метод контроля позволяет регистрировать поток рассеивания на магнитной ленте, размещенной на поверхности сварного соединения. С помощью магнитографического дефектоскопа определяется наличие дефектов путем сравнения полученных результатов с эталоном.
Радиационный метод
Неразрушающие радиационные способы контроля сварных соединений трубопроводов опираются на свойства рентгеновского излучения и гамма-излучения. Металл по-разному поглощает излучения при наличии дефектов или структурных изменений, что и учитывает данный способ проверки. Сварные швы пронизываются лучами с применением специальных источников излучения. Лучи фиксируются на специальной пленке, где участки затемнения указывают на наличие дефектов. Местонахождение и их размеры легко различимы. В качестве источников излучение широкое применение нашли аппараты РУП 150-1 и РУП 120-5-1.
Источниками гамма-лучей служат радиоактивные вещества и их изотопы, например, кобальт-60 и индий-192.
Методика проверки аналогична рентгеновской проверке. Проникающая способность гамма-лучей выше, чем рентгеновских лучей, что повышает возможности радиационного метода контроля сварных соединений.
Ультразвуковой метод

Схема ультразвукового контроля сварных швов.
Неразрушающий ультразвуковой метод контроля сварных соединений широко применяется для фиксации дефектов в толще металлов. Такой способ использует свойство ультразвуковых волн пронизывать материал на значительную глубину и рассеиваться на границах дефектов. Источником волн является пьезокристалл, размещенный в специальной пластине (щупе).
Ультразвук прикладывается под разным углом от 40 до 73º C для обеспечения полной картины. Другая пластина аппарата фиксирует отраженные волны. В качестве ультразвукового метода наиболее широкое применение нашел эхо-метод, при котором прибор регистрирует непосредственное отражение импульса от дефекта (эхо). При проведении контроля сварных соединений трубопроводов используются ультразвуковые дефектоскопы типа TUD-320 или TUD-310. Кроме того, используются теневой и зеркально-теневой способы ультразвуковой дефектоскопии.
Инструмент и приборы, рекомендуемые при проведении неразрушающего контроля сварных соединений трубопровода:
- лупа;
- штангенциркуль;
- микрометр;
- индикатор глубины;
- шаблоны сварного шва;
- дефектоскопы рентгенографический, радиационный, ультразвуковой, магнитографический;
- индикатор течи;
- газоанализатор.
Неразрушающий анализ сварных соединений трубопроводов является важным элементом обеспечения надежности и безопасности. Его проведение регламентируется стандартами и обязательно при изготовлении и эксплуатации трубопроводов.
Частые вопросы
Какие методы неразрушающего контроля применяются для сварных соединений трубопроводов?
Для неразрушающего контроля сварных соединений трубопроводов применяются методы ультразвукового контроля, радиографии, магнитопорошкового контроля, визуального контроля и др.
Какие преимущества имеет неразрушающий контроль сварных соединений трубопроводов?
Неразрушающий контроль позволяет обнаружить дефекты в сварных соединениях без повреждения самого материала, что позволяет предотвратить аварийные ситуации и обеспечить безопасность эксплуатации трубопроводов.
Каковы основные этапы проведения неразрушающего контроля сварных соединений трубопроводов?
Основные этапы проведения неразрушающего контроля включают подготовку оборудования, проведение контроля, анализ результатов и документирование полученных данных.
Полезные советы
СОВЕТ №1
Изучите основные методы неразрушающего контроля сварных соединений, такие как визуальный, ультразвуковой, радиографический и магнитный контроль, чтобы понимать их особенности и область применения.
СОВЕТ №2
Обратитесь к профессионалам для проведения неразрушающего контроля сварных соединений трубопроводов, так как это требует специальных знаний и опыта.
СОВЕТ №3
При выборе компании для проведения неразрушающего контроля удостоверьтесь, что они имеют все необходимые сертификаты и лицензии, а также опыт работы в данной области.








ли со статьей или есть что добавить?