Электродуговая сварка алюминия и его сплавов сопряжена со значительными трудностями, это особенно верно, когда возникает необходимость сварить алюминий и медь, алюминий и латунь. Основные сложности создают физические и химические свойства этих материалов. Контактная сварка алюминия, а также контактная сварка этого металла и медных сплавов снимает часть вопросов и является более технологичным процессом при необходимости наладить массовое производство.

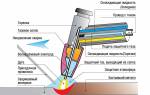
Схема сварки алюминия.
Подготовка поверхностей
Ключевым моментом при получении неразъемных соединений алюминия является подготовка сварочных поверхностей перед выполнением работ.Серый цвет алюминия обусловлен наличием на его поверхности плотной оксидной пленки. Температура ее плавления превышает 2000°С, в то время как сам алюминий плавится при температуре всего 657°. Уже при 1800° алюминий кипит. Поэтому удалить оксиды выжиганием трудно.

Химические свойства алюминия.
Кроме того, оксидная пленка на поверхности алюминия является химически нейтральной. Размягчению окислов помогает раствор каустической соды, еще можно использовать бензин. Такая обработка сама по себе может привести к коррозии алюминия, поэтому растворители тщательно смывают большим количеством воды.
Вместо или в дополнение к химической обработке применяется механическое удаление оксидов. При небольшой протяженности свариваемых поверхностей это делают щеткой по металлу. Для удаления пленки на значительной площади применяют электроинструмент с насадками. Для ответственных работ и для повторяемости результатов используют шабрение.
Оксидная пленка на поверхности алюминия восстанавливается довольно быстро, поэтому ее удаление лучше производить непосредственно перед сварочными процессами. Время между очисткой и свариванием не должно превышать 10 часов.
Мнение эксперта:
Технология контактной сварки алюминия является одним из наиболее эффективных способов соединения алюминиевых деталей. Эксперты отмечают, что данная технология обладает рядом преимуществ, таких как высокая прочность соединения, минимальное воздействие на окружающую среду и возможность автоматизации процесса. Кроме того, контактная сварка алюминия позволяет снизить вес конструкций и улучшить их теплопроводность, что особенно важно в авиационной и автомобильной промышленности. Эксперты считают, что развитие технологий контактной сварки алюминия будет способствовать увеличению использования этого легкого и прочного материала в различных отраслях промышленности.

Технология сварочных процессов
Контактному соединению подвергаются только заготовки относительно небольшой толщины. При толщине деталей более 8 мм это уже нерационально. Чем больше толщина заготовок, тем большая сила тока необходима для качественного прогрева металла в зоне контакта. Поскольку даже при совсем небольшой толщине заготовок сварочный ток измеряется тысячами ампер, то для массивных изделий ток может составлять сотни тысяч ампер. При этом возникают проблемы с охлаждением электродов. Растут и необходимые сжимающие усилия рабочих органов инструмента.
 Читайте также:
Читайте также:
Для соединения алюминиевых заготовок применяется один из трех видов контактной сварки, это может быть шовная, стыковая и точечная сварка.

Машина для точечной сварки алюминия.
В любом из этих видов термомеханических сварочных процессов сближение атомов кристаллической решетки выполняется с помощью давления при разогреве зоны контакта посредством проходящего через нее электротока.
Алюминий является хорошим проводником тока. Наибольшее сопротивление течению тока и связанный с этим прогрев создаются именно на стыке соединяемых поверхностей. Разогретые до пластичного состояния поверхности деталей сжимаются. В результате высокой температуры материал в зоне контакта расплавляется и формируется сварочное зерно.
Виды контактной сварки отличаются способом приложения сжимающего усилия и геометрией шва. При шовной сварке поверхности зажимаются между двумя роликами, через которые пропускается переменный сварочный ток. Подача тока по времени может быть дискретной или непрерывной. Отсюда и сам шов может получаться непрерывным герметичным, прерывистым и даже точечным. Так соединяют кромки труб большого сечения, листовые материалы. Толщина заготовок при этом не превышает 3 мм. Роликовые электроды изготавливают обычно из меди. Шовная сварка алюминия требует очень мощных источников питания с прерывателями ионного типа.
Стыковая контактная сварка подходит для соединения торцов стержней, профилей, труб небольшого диаметра. Заготовки зажимаются в держателях, на них подается сварочный ток и одновременное осевое усилие. При этом большое значение имеет тщательная подготовка поверхностей: очистка, обеспечение параллельности кромок и совмещение осей заготовок. Величина сварочного тока достигает 15 кА на каждый квадратный сантиметр площади торцов заготовок.
Наибольшее распространение при соединении листовых заготовок получила точечная сварка алюминия. Ввиду низкого электрического сопротивления алюминия прогрев и расплавление металла происходят очень быстро. Продолжительность воздействия на одну точку занимает всего около 0,005 секунды и менее. Это требует быстрого сближения сдавливающих кромок инструмента. Иначе сдавливание не будет успевать за расплавлением металла. Высокая скорость разряда достигается применением в цепи питания конденсаторов.
В этом виде сварки электроды тоже изготавливают из меди. Медь и некоторые ее сплавы обладают высокой твердостью и отличной электропроводностью. Хорошо подходит для таких целей сплав ЭВ. Когда производится точечная сварка с электродами из меди, может происходить сварка меди контактных электродов и алюминия заготовки. Тогда приходится зачищать торцы электродов с удалением поверхностного слоя металла.
Интересные факты
-
Технология контактной сварки алюминия была разработана в начале 20 века, но только в последние десятилетия она стала широко использоваться в промышленности. Это связано с тем, что алюминий является очень сложным для сварки металлом, и традиционные методы сварки, такие как дуговая сварка, не всегда обеспечивают надежное соединение.
-
Контактная сварка алюминия осуществляется с использованием специального оборудования, которое создает электрический ток высокой плотности в месте контакта свариваемых деталей. Этот ток вызывает нагрев и плавление металла, в результате чего образуется прочное соединение.
-
Контактная сварка алюминия имеет ряд преимуществ по сравнению с другими методами сварки. Она обеспечивает высокую скорость сварки, низкий уровень деформации металла и отсутствие необходимости в использовании сварочных материалов. Кроме того, контактная сварка алюминия может использоваться для сварки деталей различной толщины и формы.

Опыт других людей
Технология контактной сварки алюминия вызывает восторженные отзывы у специалистов и профессионалов. Люди отмечают высокую эффективность этого метода сварки, его простоту и надежность. Контактная сварка алюминия позволяет получить прочные и качественные сварные соединения, что делает ее незаменимой во многих отраслях промышленности. Отзывы о технологии контактной сварки алюминия подчеркивают ее важность и актуальность в современном производстве.
-
Читайте также:

Биметаллические соединения

Размеры точечных сварных соединений.
При точечной сварке алюминиевых заготовок сварка меди с алюминием является нежелательным явлением, но иногда возникает необходимость получить неразъемное соединение двух металлов. Особенно часто это требуется для обеспечения надежного электрического контакта в соединении. При разъемных соединениях изолирующая оксидная пленка повышает сопротивление в месте контакта.
Электродуговая сварка меди и алюминия сопряжена с некоторыми трудностями. Температуры плавления этих веществ различны. При большой зоне расплавления алюминия медь все еще остается в кристаллическом состоянии. Эти металлы взаимно растворяются друг в друге. Из-за более раннего расплавления алюминия шов формируется из раствора меди в алюминии. При высоких концентрациях меди раствор становится хрупким.
Если в построечных условиях найти альтернативу электродуговой сварке трудно, то в заводских условиях соединение этих металлов чаще выполняют теми же контактными способами, что и при соединении алюминиевых заготовок. При контактной сварке можно обеспечить минимальное взаимное проникновение металлов и не допустить охрупчивания соединения. Хорошие результаты дает применение невысоких температур в сочетании с небольшим временем воздействия.
Плакирование, то есть покрытие алюминиевых листов чистой медью, относится к холодной сварке этих металлов. Соединение получается прокаткой с перекрытием до 70%. Так, на алюминиевую заготовку накатывают слой меди до 0,8 мм.
Для получения плакирующего слоя толщиной до 2,5 мм используют горячую прокатку с нагревом до 450°С. Операция производится в два этапа для снижения окисления медных плакирующих листов.

Частые вопросы
Какие основные преимущества контактной сварки алюминия?
Контактная сварка алюминия обладает рядом преимуществ, таких как высокая производительность, отличное качество сварного шва, минимальные деформации и низкие энергозатраты.
Какие особенности технологии контактной сварки алюминия?
Особенности технологии контактной сварки алюминия включают использование специальных электродов, предварительную подготовку поверхностей, контроль тока и времени сварки, а также необходимость защиты сварочного шва от окисления.
-
Читайте также:

Полезные советы
СОВЕТ №1
Перед началом сварки алюминия убедитесь, что поверхность металла чиста от окислов и загрязнений. Используйте специальные щетки и растворители для удаления окислов перед сваркой.
СОВЕТ №2
Выбирайте правильный режим сварки в зависимости от толщины и типа алюминиевого металла. Не забывайте о необходимости использования специальных электродов и сварочных проволок для алюминия.
СОВЕТ №3
Обеспечьте хорошую вентиляцию и защиту от попадания вредных испарений при сварке алюминия. Используйте специальные маски и средства защиты органов дыхания.








ли со статьей или есть что добавить?