Универсальный консольно-фрезерный станок ВМ127 считается профессиональным оборудованием с уникальными техническими параметрами. Его до сих пор используют несмотря на то, что он выпущен еще в прошлом столетии.

Сведения о производителе
Производитель – Воткинский машиностроительный завод. Сам завод основан в 1759 году, а производство станков рассматриваемой серии осуществлялся с 1956 года. Затем агрегат ВМ127 стал аналогом и прародителем многих более современных моделей.
Назначение вертикального-фрезерного ВМ127
Данный станок выполняет все функции стандартного фрезерного оборудования и успешно работает с заготовками массой до 450 кг. Заготовки могут быть из чугуна, стали, цветных металлов. При работе с агрегатом допустимо использование торцевых, концевых, цилиндрических, радиусных фрез.
Оборудование делает пазы, фрезерует углы, рамки, зубчатые колеса и прочие заготовки сложной конфигурации. Успешно применяется в мелкосерийном производстве, поскольку прост в обслуживании и в переналадке инструмента. Читайте также: фрезерный станок 675П, технические характеристики, особенности.
Технические характеристики
Станок имеет уникальные параметры, позволяющие проводить сложные процедуры:
- полный габариты рабочего стола 1600х400 мм;
- перемещение вдоль по наибольшим параметрам – 1010 мм;
- поперек – 32 см;
- в вертикальном направлении – 42 см;
- расстояние от шпиндельной головки до поверхности стола – 30–500 мм;
- наибольшее значение частоты оборотов шпинделя – 1600 об/мин;
- расстояние от оси шпинделя до вертикальных направляющих станины – 62 см;
- шпиндельная головка имеет 18 скоростей;
- наибольшее движение пиноли шпинделя – 80 мм.
Станок снабжен механизмом торможения шпиндельной головки, а также муфтой от перегрузок.
Общий вид
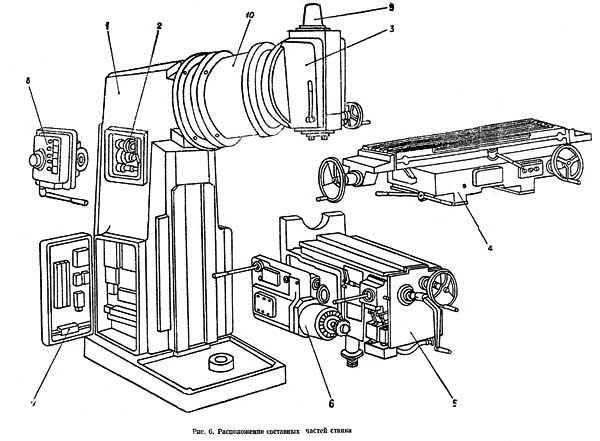
Расположение составных частей
Сам агрегат сконструирован из нескольких базовых узлов:
- Станина. Основа всей конструкции, расположена вертикально с поворотной головкой.
- Инструментальный стол с наличием салазок и органов ручного управления станком.
- Рабочая консоль с элементом подачи.
Сюда же относится и скоростная коробка, система электрооборудования. Поворотная головка центрируется в кольцевой выточке, к которой крепится четырьмя болтами. Шпиндель – двухопорный вал, который смонтирован в выдвигаемой гильзе.

Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
Электрическое оборудование
Станок оборудован трем группами электрики: силовая, управляющая и модуль питания.
Электрическая схема
Силовая часть
Это питающие цепи как главного, так и дополнительного движков, которые установлены на оборудовании. Силовая часть состоит из:
- предохраняющих вставок;
- контакторных пускателей;
- тепловых реле;
- компонентов реверса.
Силовая часть обеспечивает нормальную работу всех приводов, а также в целом функционирование станка.
Управляющая часть
Эту часть представляют коммутирующие элементы со слаботочными контактами. В область управления дополнительно входят и элементы защиты.
Система питания
Питающие цепи агрегата выполняют определенные функции:
 Читайте также:
Читайте также:

- преобразуют напряжение переменного тока в постоянный потенциал, который нужен для подпитки реле;
- трансформирует исходное напряжение в 220 Вт в необходимо для питания осветительных конструкций.
В модуль питания входит диодный мост, выключатели, предохраняющие компоненты и трансформатор понижения.
Кинематическая схема
Работа составных частей электрооборудования
Следует рассмотреть работу составных частей с вышеозначенным электрооборудованием в различных режимах.
Зажим инструмента
Чтобы эффективно зажать необходимый инструмент используется переключатель, который расположен на боковом пульте. Его переводят в положение «Зажим», при этом начинает функционировать пускатель, который подает питание на двигатель с функцией зажима.
Включение шпинделя
Для запуска необходимо нажать соответствующую кнопку, вслед за которой включается пускатель. Затем начинает работать и реле. Через контакторы пускателя напряжение трех фаз приходится на движок.
Выключение и торможение шпинделя
Для начала нажимается соответствующая кнопка, после чего снимается с элементов напряжение. Через некоторое время срабатывает пускатель, который включает процесс торможения шпиндельной головки. В результате через несколько секунд происходит ее полная остановка.
Включение насоса охлаждения
Для этого в конструкции имеется переключатель. Через контакты этого элемента органов управления напряжение попадает на двигатель.
Аварийное выключение
В аварийных ситуациях существует кнопка, которая отключает цепь питания в 110 Вт. Затем эта кнопка при помощи пружины возвращается на место и станок можно снова включить.
Импульсное включение
Для этого в конструкции предусмотрен импульсный вариант пуска электромотора при помощи специальной кнопки.
Электропривод подач
Для этой операции есть рукоятка с тремя установленными позициями. В управляющие комбинации входят и переключатели, которые используются для контроля над движением вдоль.

Регулировка цепи торможения шпинделя
Чтобы отрегулировать цепь торможения шпиндельной головки, следует:
- Включить работу шпиндельного узла.
- Затем остановить его спустя время.
- Параллельно включить секундомер и затормозить его в момент, когда щелкнет пускатель.
- Если задержка больше 1 сек., необходимо повернуть регулирующий элемент по часовой стрелке.
Затем заново проверяются параметры задержки торможения. Фрезерный станок ВМ127 успешно используется на мелкосерийном производстве. Это надежное и простое в обращении оборудование с уникальными свойствами, которые позволяют обрабатывать детали из нескольких видов материала, выполняя стандартные фрезеровочные работы.
Фрезерные станки
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами. Масса детали с приспособлением до 300 кг. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колёса и т.д. Техническая характеристика и жёсткость станка позволяют полностью использовать возможности быстрорежущего и твёрдосплавного инструмента. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание. Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства. Скачать бесплатно паспорт к фрезерному станку ВМ127
Процесс фрезерования предусматривает механическое снятие металла с поверхности. Для проведения подобной операции требуется фрезерный станок, который может оснащаться различными насадками. Довольно больше распространение получила вертикально-фрезерная модель ВМ127. Она предназначается для производства небольших и средних изделий. Фрезерный станок ВМ127 применяется для обработки различных плоскостей, углов, пазов и других изделий. Аналогами можно назвать 6Р14 и 6Т13. Рассмотрим особенности этой конструкции подробнее.
Устройство оборудования
Вертикально фрезерный станок ВМ127 получил широкое распространение благодаря эффективной конструкции. Ее особенностями можно назвать следующие моменты:
- Устанавливается мощный привод, который обеспечивает условия для плавной регулировки скорости подачи при различных условиях резания.
- В качестве привода применяется сервоконтролерный механизм. При этом ВМ127М имеет обратную связь.
- Устройство характеризуется наличием полуавтоматической системы смазки, которая обеспечивает высокую надежность работы фрезерного оборудования.
- Устанавливается и система подачи СОЖ в зону резания. Она существенно расширяет область применения устройства.
- На стойке расположены различные элементы управления, представленные рычагами и рукоятками.
Модель может оснащаться различными фрезами. Основными узлами можно назвать нижеприведенные элементы:
- Станина. Она изготавливается при применении чугуна. Массивное основание обеспечивает высокую устойчивость устройства на момент работы. Высокая жесткость станины определяет точное позиционирование всех элементов, а также отсутствие вибрации на момент работы.
- Вертикальное расположение режущего инструмента на сегодняшний день получило широкое распространение. Для этого есть стойка, на которой расположена шпиндельная бабка. Внутри этого элемента находится коробка скоростей, представленная сочетанием зубчатых колес. При изготовлении стойки и шпиндельной бабки применяется сталь, за счет чего обеспечивается высокая степень защиты и небольшой вес конструкции. Поверхность стали покрывается краской для исключения вероятности появления коррозии при длительной эксплуатации в сложных условиях.
- Шпиндель предназначен для закрепления фрез и других инструментов. Она может поворачиваться вокруг оси и перемещаться в вертикальном направлении. Над бабкой есть электрический двигатель, в сторону отводится пульт управления, который фиксируется гибко. В зону резания подается СОЖ, за счет чего можно обрабатывать заготовки на более высокой скорости.
- В нижней части расположены салазки и стол для закрепления заготовки. Для управления положением рабочего узла есть несколько рукояток. Предусмотрено наличие быстрой подачи для перемещения стола на холостом ходу. Стол перемещается по стойке в вертикальном направлении для обеспечения подачи заготовки.
В целом можно сказать, что компоновка фрезерного станка классическая, за счет чего расширяется его область применения. Принципиальная электрическая схема позволяет в любой момент обесточить устройство.
Технические характеристики и применение
При выборе модели уделяется внимание основным техническим характеристикам. В комплект поставки включается паспорт.

Основными параметрами можно назвать нижеприведенные моменты:
- Размер рабочей поверхности фрезерного станка определяет то, какие заготовки могут обрабатываться. В рассматриваемом случае размер 1600 на 40 мм.
- Максимальная нагрузка на стол составляет 800 килограмм.
- На фрезерном станке устанавливается несколько электрических моторов. Основной имеет мощность 11 кВт, также есть дополнительные с мощностью 2,1 кВт и 0,12 кВт. Они предназначены для управления столом и перекачивания охлаждающей жидкости в зону резания.
- Класс точности оборудования составляет Н. Стоит учитывать этот показатель при производстве самых различных изделий.
- Масса фрезерного станка составляет 4200 килограмм. Этот момент определяет то, что оборудование должно устанавливаться на специальном основании.
- Технология обработки предусматривает установку наиболее подходящей скорости вращения инструмента. Оператор может указать одну из 18 скоростей вращения шпинделя.
- Стол может передвигаться в нескольких направлениях с различной скоростью.
Фрезерование станком фрезерный ВМ127 позволяет получать изделия с высокой точностью. Модель устанавливается в случае наладки мелкосерийного или штучного производства, за счет установки современной фрезы есть возможность увеличить показатель производительности. Характеристики оборудования определили его широкое распространение в машиностроительной промышленности.
При соответствующем оборудовании домашней мастерской можно провести установку рассматриваемого фрезерного станка. Стоит учитывать, что высокий показатель электропотребления предъявляет высокие требования к электрической сети. Кроме этого, в качестве основания должна применяться массивная плита.
Назначение вертикального-фрезерного ВМ127
Данный станок выполняет все функции стандартного фрезерного оборудования и успешно работает с заготовками массой до 450 кг. Заготовки могут быть из чугуна, стали, цветных металлов. При работе с агрегатом допустимо использование торцевых, концевых, цилиндрических, радиусных фрез.
Оборудование делает пазы, фрезерует углы, рамки, зубчатые колеса и прочие заготовки сложной конфигурации. Успешно применяется в мелкосерийном производстве, поскольку прост в обслуживании и в переналадке инструмента.
Технические характеристики
Станок имеет уникальные параметры, позволяющие проводить сложные процедуры:
- полный габариты рабочего стола 1600х400 мм;
- перемещение вдоль по наибольшим параметрам – 1010 мм;
- поперек – 32 см;
- в вертикальном направлении – 42 см;
- расстояние от шпиндельной головки до поверхности стола – 30–500 мм;
- наибольшее значение частоты оборотов шпинделя – 1600 об/мин;
- расстояние от оси шпинделя до вертикальных направляющих станины – 62 см;
- шпиндельная головка имеет 18 скоростей;
- наибольшее движение пиноли шпинделя – 80 мм.
Станок снабжен механизмом торможения шпиндельной головки, а также муфтой от перегрузок.
СПЕЦИАЛИЗИРОВАННЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ ВМ127
- Станок фрезерный консольный вертикальный модели ВМ127
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
| Цена с НДС | По запросу |
| Срок поставки | 65 раб/дней |
| Гарантийный срок | 12 месяцев |
| Доставка | По договоренности |
| ПНР (пусконаладочные работы) |
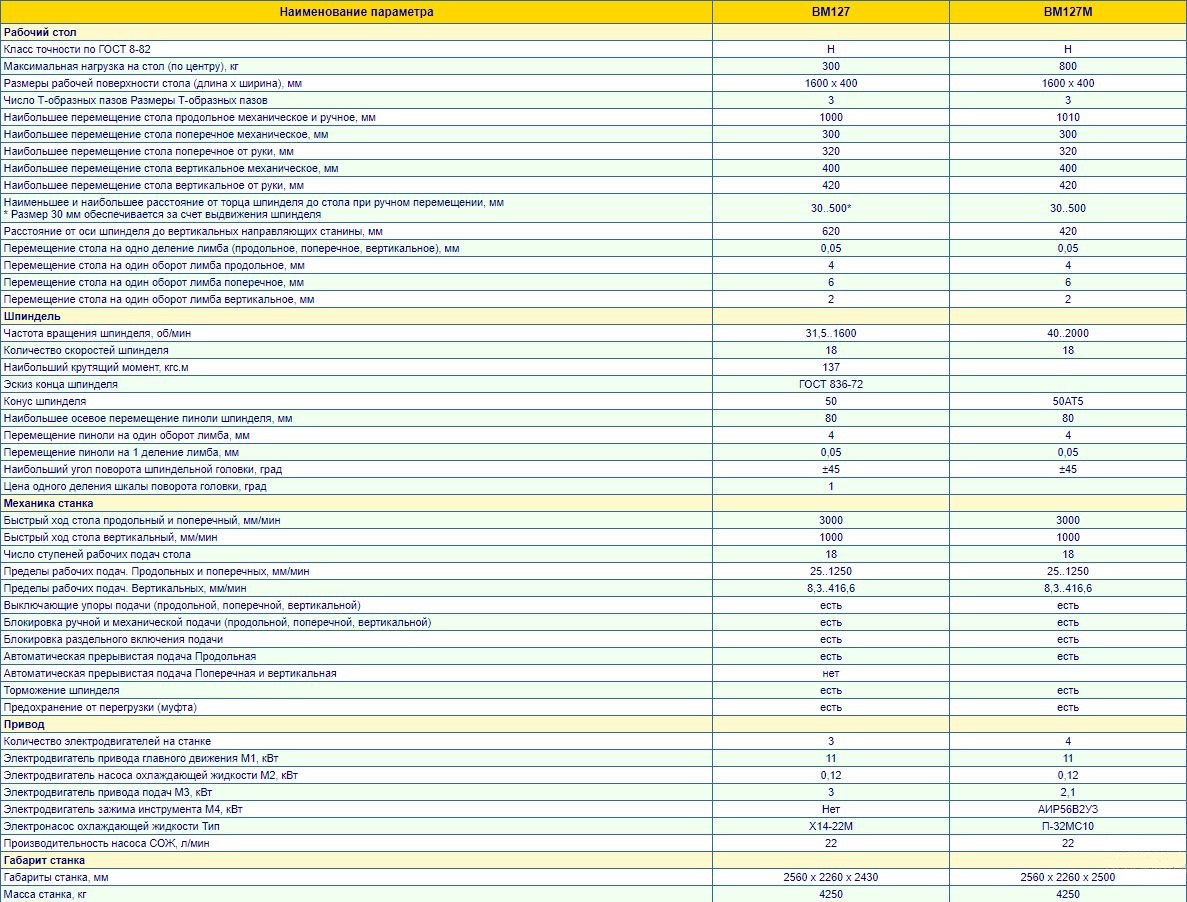
Технические характеристики:
| Размеры рабочей поверхности (длина х ширина), мм | 1600×400 |
| Число Т-образных пазов | 3 |
| Наибольшее перемещение стола, мм | |
| продольное механическое | 1000 |
| продольное от руки | 1000 |
| поперечное механическое | 300 |
| поперечное от руки | 320 |
| вертикальное механическое | 400 |
| вертикальное от руки | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм | 30-500* |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба, мм | |
| продольное | 4 |
| поперечное | б |
| вертикальное | 2 |
| Шпиндель | |
| Система | ГОСТ 24644-81 |
| Размер | 50 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 |
| Наибольший угол поворота шпиндельной головки, град. | 45 |
| Цена одного деления шкалы поворота головки, град. | 1 |
| Механика станка | |
| Выключающие упоры подач (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения: | |
| Тип | АИР132М4УЗ |
| Число оборотов в минуту, об/мин. | 1450 |
| Мощность, кВт | 11 |
| Электродвигатель привода подач: | |
| Тип | АИР10054УЗ |
| Число оборотов в минуту, об/мин. | 1 500 |
| Мощность, кВт | 3 |
| Электронасос охлаждающей жидкости: | |
| Тип | II-32MC |
| Число оборотов в минуту, об/мин. | 2800 |
| Мощность. кВт | 0,12 |
| Производительность насоса, л/ мин. | 22 |
| Габариты станка, мм | |
| длина | 2560 |
| ширина | 2260 |
| высота | 2500 |
| Масса станка, кг | 4250 |
Комплект поставки:
| №
поз. |
Наименование | Кол-во, шт./к-т. |
| 1 | Станок консольно-фрезерный вертикальный в сборе | 1 |
| 2 | Электрошкаф | 1 |
| 3 | Паспорт | 1 |
| 4 | Руководство по эксплуатации | 1 |
Расположение составных частей
Сам агрегат сконструирован из нескольких базовых узлов:
- Станина. Основа всей конструкции, расположена вертикально с поворотной головкой.
- Инструментальный стол с наличием салазок и органов ручного управления станком.
- Рабочая консоль с элементом подачи.
Сюда же относится и скоростная коробка, система электрооборудования. Поворотная головка центрируется в кольцевой выточке, к которой крепится четырьмя болтами. Шпиндель – двухопорный вал, который смонтирован в выдвигаемой гильзе.
Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
Вертикально-фрезерный станок ВМ127
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Электрическая схема
Силовая часть
Это питающие цепи как главного, так и дополнительного движков, которые установлены на оборудовании. Силовая часть состоит из:
- предохраняющих вставок;
- контакторных пускателей;
- тепловых реле;
- компонентов реверса.
Силовая часть обеспечивает нормальную работу всех приводов, а также в целом функционирование станка.
Управляющая часть
Эту часть представляют коммутирующие элементы со слаботочными контактами. В область управления дополнительно входят и элементы защиты.
Система питания
Питающие цепи агрегата выполняют определенные функции:
- преобразуют напряжение переменного тока в постоянный потенциал, который нужен для подпитки реле;
- трансформирует исходное напряжение в 220 Вт в необходимо для питания осветительных конструкций.
В модуль питания входит диодный мост, выключатели, предохраняющие компоненты и трансформатор понижения.
Работа составных частей электрооборудования
Следует рассмотреть работу составных частей с вышеозначенным электрооборудованием в различных режимах.
Зажим инструмента
Чтобы эффективно зажать необходимый инструмент используется переключатель, который расположен на боковом пульте. Его переводят в положение «Зажим», при этом начинает функционировать пускатель, который подает питание на двигатель с функцией зажима.
Включение шпинделя
Для запуска необходимо нажать соответствующую кнопку, вслед за которой включается пускатель. Затем начинает работать и реле. Через контакторы пускателя напряжение трех фаз приходится на движок.
Выключение и торможение шпинделя
Для начала нажимается соответствующая кнопка, после чего снимается с элементов напряжение. Через некоторое время срабатывает пускатель, который включает процесс торможения шпиндельной головки. В результате через несколько секунд происходит ее полная остановка.
Включение насоса охлаждения
Для этого в конструкции имеется переключатель. Через контакты этого элемента органов управления напряжение попадает на двигатель.
Аварийное выключение
В аварийных ситуациях существует кнопка, которая отключает цепь питания в 110 Вт. Затем эта кнопка при помощи пружины возвращается на место и станок можно снова включить.
Импульсное включение
Для этого в конструкции предусмотрен импульсный вариант пуска электромотора при помощи специальной кнопки.
Электропривод подач
Для этой операции есть рукоятка с тремя установленными позициями. В управляющие комбинации входят и переключатели, которые используются для контроля над движением вдоль.
Регулировка цепи торможения шпинделя
Чтобы отрегулировать цепь торможения шпиндельной головки, следует:
- Включить работу шпиндельного узла.
- Затем остановить его спустя время.
- Параллельно включить секундомер и затормозить его в момент, когда щелкнет пускатель.
- Если задержка больше 1 сек., необходимо повернуть регулирующий элемент по часовой стрелке.
Затем заново проверяются параметры задержки торможения. Фрезерный станок ВМ127 успешно используется на мелкосерийном производстве. Это надежное и простое в обращении оборудование с уникальными свойствами, которые позволяют обрабатывать детали из нескольких видов материала, выполняя стандартные фрезеровочные работы.
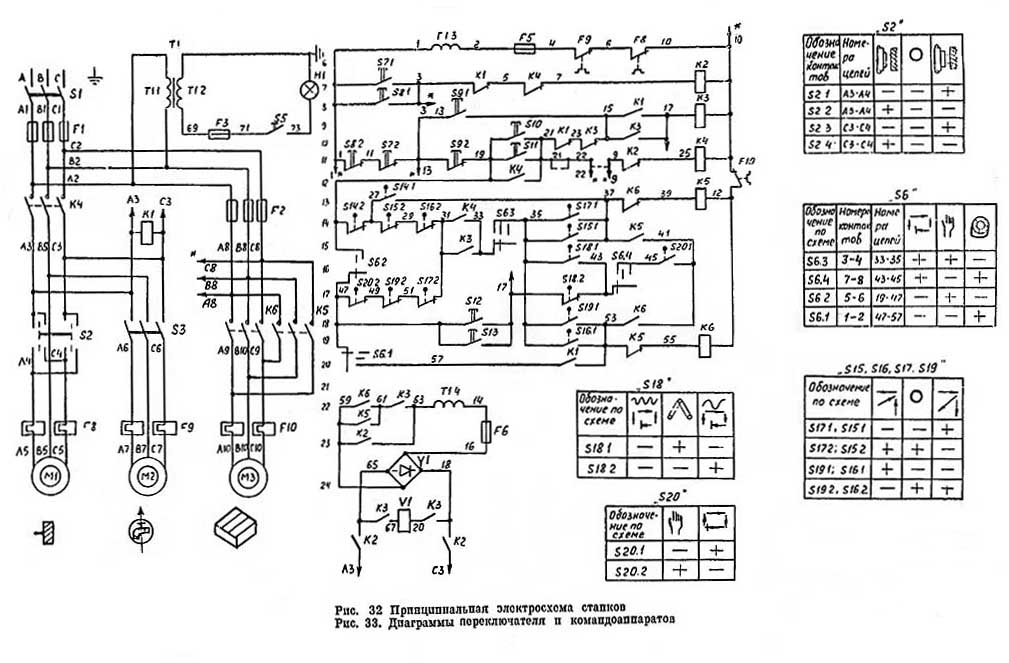
Консольно-фрезерный станок ВМ 127М. Электрическая принципиальная схема.
Система питания
Источник питания — трехфазная сеть переменного тока, напряжением 380 В, частотой 50 Гц; Напряжение вторичных источников: переменного тока — 24 В, 110 В; постоянного тока — 56 В. Включение, выключение и торможение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель KM1 и реле времени KT1, KT2. Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Для выключения шпинделя необходимо нажать кнопку SB4, отключаются пускатель KM1 и реле времени KT1, KT2. Через 1, 2 с включится пускатель K2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5, 6 с замыкающие контакты реле времени KT2 выключают пускатель K2, а K2 соответственно отключит динамическое торможение шпинделя.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SB9, включается пускатель K3 и электромагнит быстрого хода YA. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Функциональное назначение
KM1 — подключает напряжение 380 В к приводу главного движения M1 и двигателю насоса охлаждения M2; KM2, KM3 — подключают напряжение 380 В к приводу подач M3; KM4, KM5 — подключают напряжение 380 В к двигателю механизма крепления инструмента; K2 — включает динамическое торможение шпинделя; K3 — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя; K5 — подготавливает цепь включения привода главного движения после зажима инструмента: KT1 — задает время вращения шпинделя после его выключения до включения торможения. KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
Фрезерный
Технические характеристики фрезерного станка ВМ127. Назначение агрегата, общий вид, конструкция. Кинематическая и электрическая схема. Эксплуатация.
- Сведения о производителе вертикально-фрезерного станка ВМ127
- Назначение станка
- Технические характеристики
- Габариты и масса станка
- Общий вид вертикального фрезерного станка ВМ127
- Расположение составляющих аппарата
- Спецификация
- Перечень органов управления фрезерным станком ВМ127
- Расположение органов управления
- Электрическое оборудование
- Силовая часть
- Управляющая часть
- Система питания
- Работа составных частей электрооборудования
- Работа станка в наладочном режиме
- Зажим инструмента
- Включение, выключение и торможение шпинделя
- Включение насоса охлаждения
- Аварийное выключение станка
- Импульсное включение
- Электропривод подач
- Кинематическая схема
- Регулировка цепи торможения шпинделя
- Принципиальные изменения конструкции станка ВМ127М после 2012 года
Известный в среде профессионалов фрезерный станок модели ВМ127 относится к давно забытой технике, распространенной еще в прошлом веке. Однако некоторые из его характеристик настолько уникальны, что до сих пор привлекают внимание специалистов. В связи с этим имеет смысл ознакомиться с основным функционалом и особенностями этого станка более подробно.
Сведения о производителе вертикально-фрезерного станка ВМ127
Производство станков этой серии было налажено Воткинским заводом еще в 1956 году. Само это предприятие было основано в далеком 1759 году, а сейчас является одним из ведущих производителей продукции широкого профиля.
Из его истории известно, что фрезерные станки марки ВМ127 являются прямыми аналогами других известных моделей, таких, например, как 6Р13, 6М13, а также ВМ127М и ВМ130.
Назначение станка
Станок вертикальный ВМ127 согласно ТУ предназначается для фрезерования деталей весом не более 450 кг (с оснасткой), изготавливаемых на основе чугуна, стали, а также ряда цветных металлов. Для их обработки применяются фрезы самого различного вида, а именно:
- Торцовый инструмент.
- Концевая и цилиндрическая оснастка.
- Радиусные и другие типы фрез.
На станке удается делать пазы произвольной ориентации, фрезеровать различные углы, рамки, а также зубчатые колеса.
Особенности его конструкции позволяют эффективно использовать возможности быстрорежущего инструмента. В случае перенастройки на полуавтоматический режим не исключено использование станка в составе группы аналогичных изделий.
Мощный привод ВМ127 и грамотно подобранные передаточные отношения в коробке передач (КС) создают идеальные условия для обработки различных исходных заготовок. Другой отличительной особенностью этого станка является простота обслуживания, а также возможность переналадки приспособлений и изменения инструментального набора. Наличие развитой системы смазки рабочих узлов обеспечивает надежное функционирование в критических условиях.
Технические характеристики
Универсальные характеристики изделия ВМ127 обеспечивают эффективную работу оборудования в различных пространственных плоскостях.
Габариты и масса станка
Основные пространственные характеристики приведены ниже:
- Полные размеры стола – 400х1600 мм.
- Его максимальное перемещение в продольном направлении – 1010 мм, в поперечном – 320 мм, а по вертикали – 420 мм.
- Максимум перемещения головки шпинделя – 80 мм.
При этом угол ее пространственного поворота составляет ± 45 градусов. Фиксированное расстояние от среза шпинделя станочного оборудования до поверхности стола составляет 30-500 мм.

Кроме того, для пользователя важны следующие характеристики:
- Число скоростей в коробке передач – 18.
- Частота оборотов шпинделя – 40-2000 в минуту.
- Предельные скорости: продольного движения – 25-1250 мм/мин (такое же значение имеет показатель поперечного смещения).
- Для вертикального перемещения оно равна 8,3-416,6 мм/мин.
- Погрешность отсчета перемещений по лимбам – 0,05 мм.
- Мощность встроенных электродвигателей: главной подачи – 11 кВт и привода подач – 3 кВт.
Также следует представить габариты станины в мм: 2680х2260х2500 и массу изделия, составляющую 4250 кг.
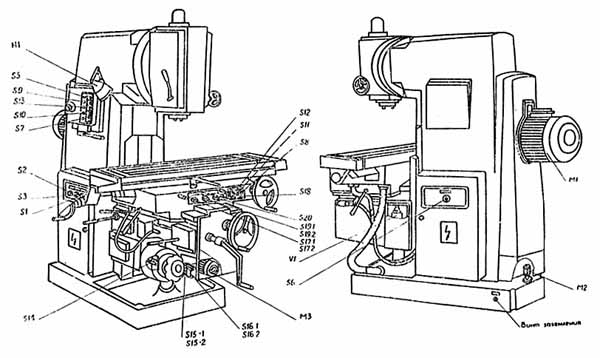
Общий вид вертикального фрезерного станка ВМ127
С тем, как выглядит внешний вид станка можно ознакомиться на фото слева. Из него следует, что данный образец состоит из трех основных частей, а именно:
- Вертикально расположенной станины с поворотной головкой.
- Инструментального стола с салазками и органами ручного управления.
- Рабочей консоли с подающим узлом.
Читайте также: Возможности фрезерного ЧПУ станка
Все эти узлы совмещены в едином сборном корпусе станка и обеспечивают его нормальное функционирование в различных режимах.

Расположение составляющих аппарата
Для ознакомления с расположением основных узлов достаточно исследовать приведенное ниже фото. Из него следует, что в составе ВМ127 имеются составляющие согласно приводимой далее спецификации.
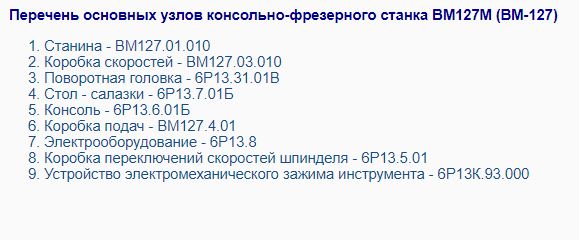
Спецификация
Перечень оборудования станка представлен следующими позициями:
- Станина.
- Коробка скоростей (КС).
- Головка поворотная.
- Стол, оснащенный салазками.
- Рабочая консоль.
- Подающий узел.
- Система электрооборудования.
- КС шпинделя.
К числу составляющих ВМ127 следует отнести и механизм инструментального зажима.

Перечень органов управления фрезерным станком ВМ127
Для того чтобы представить, как расположены основные органы управления – достаточно ознакомиться с фото ниже.
Расположение органов управления
Из приведенного фото видно, что основные органы управления расположились в удобных для этого зонах, а именно:
- на передней части стола;
- сбоку от поворотной головки;
- на боковинах станины.
Ручки управления подачей находятся прямо перед оператором чуть ниже уровня стола. К ним относятся:
- Маховики перемещений инструментального стола.
- Рукоятка его движения по вертикали.
- Рычаг включения продольного смещения.
- Переключатель режима управления.
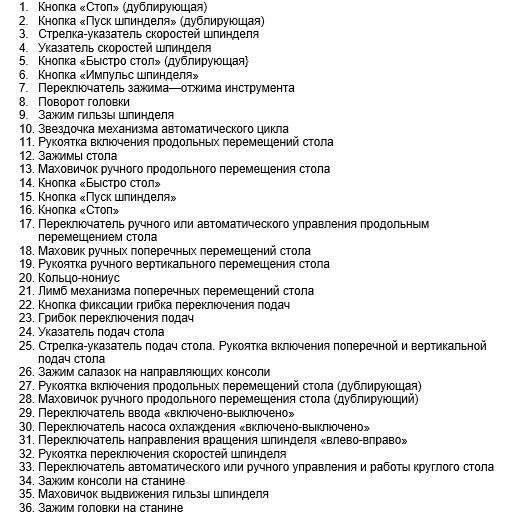
На боковинах станины и сбоку от поворотной головки имеются следующие управляющие элементы:
- Кнопки включения и выключения станка и его основных рабочих узлов.
- Ручки поворота головки и зажимы гильзы.
- Грибок переключения подач и другие.
Помимо этого на передней панели рабочего стола и консоли располагаются и другие органы, включая различные зажимы и переключатели.
Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах.
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
Работа составных частей электрооборудования
Работа станка в наладочном режиме
Ниже рассматривается порядок функционирования различных узлов станочного агрегата под управлением, рассмотренного выше электрооборудования (в режиме наладки).
Зажим инструмента
Для зажима того или иного инструмента используется переключатель SA3, размещенный на боковом пульте (для этого его нужно перевести в положение «Зажим», одновременно удерживая рукой). В этом случае в работу вступает пускатель КМ4, подающий питание на двигатель функции зажима М4. Микрик SQ10 включает пускатель К5.1, после чего тот устанавливается на самоблокировку и отключает М4, одновременно подготовив цепь для запуска мотора шпинделя.
Включение, выключение и торможение шпинделя
Для запуска в работу шпинделя потребуется нажать SB7, после чего включаются пускатель под обозначением КМ1, а вслед за ним и реле КТ1 (КТ2). Через контакторы пускателя напряжение трехфазное 380 Вольт поступает на двигатель Ml, a KT2 своей нормально разомкнутой группой контактов осуществляет блокировку SB7.
Для того чтобы выключить шпиндель – достаточно нажать SB4, после чего напряжение снимается с КМ1, а также с КТ1, КТ2. Примерно через 1-2 секунды сработает пускатель К2, включающий торможение шпинделя. Еще через 5-6 секунд происходит его отключение (шпиндель полностью останавливается).
Включение насоса охлаждения
Для подачи питания на насос охлаждения предусмотрен переключатель QS2. Через его контакты напряжение 380 Вольт поступает на двигатель М2 (шпиндель в это время включен).
Аварийное выключение станка
В аварийных ситуациях следует нажать кнопку SB1 (SB2), посредством которой отключается цепь питания 110 Вольт. После этого она под действием пружины возвращается в исходное положение, обеспечивая возможность повторного включения оборудования.
Импульсное включение
Для того чтобы облегчить операцию смены скоростей шпинделя в станке предусмотрен импульсный режим включения электромотора M1 посредством кнопки SB5.
Электропривод подач
Для управления подачами предназначаются рукоятки, имеющие 3 фиксированные положения. В управляющие цепочки также входят выключатели SQ6, SQ8, используемые для продольного движения.
Регулировка цепи торможения шпинделя
Процедура регулировки этой цепи необходима в случае отклонения временных параметров от нормы или по окончании ремонта КТ1 (КТ2). Для ее проведения потребуется:
- Запустить шпиндель.
- Спустя какое-то время выключить его.
- Одновременно с этим включить секундомер, а затем остановить его в момент щелчка, отчетливо слышимого при срабатывании пускателя К2.
- В том случае, если время задержки превышает 1 сек – провернуть регулятор КТ1 по часовой стрелке.
После этого следует повторно проверить задержку отключения шпинделя, добиваясь нужного момента включения. При его отклонении в другую сторону регулятор КТ1 нужно повернуть против хода часов. Настройка реле КТ2 аналогична.
Далее следует отключить кнопкой SB4 работающий шпиндель и одновременно с этим запустить секундомер, окончательно выключив его после полной остановки. Замеренное таким образом время не может превышать 6-ти секунд.
Принципиальные изменения конструкции станка ВМ127М после 2012 года
В 2012 году уральский завод освоил выпуск новой модели ВМ127М, которая претерпела следующие изменения:
- Конструкция расположенных вертикально направляющих была изменена. Вместо профиля типа «Ласточкин хвост» в ней стала применяться П-образная форма, что сделало возможным обрабатывать детали весом до 800 кг.
- Механическая коробка станка заменена серводвигателем, обеспечивающим бесступенчатое переключение подач.
- В моделях с цифровой индикацией данных обработки импортные комплектующие изделия заменены отечественными.
В заключение отметим, что новые модели ВМ127М способны облегчить процесс обработки деталей, одновременно повышая производительность операций.








ли со статьей или есть что добавить?