Для сварки цветных металлов необходимо применять особые технологии. Сварить детали из меди, нержавейки, алюминия и пр. можно с помощью аргонодуговой сварки. Стоимость подобных услуг у специалистов довольно высока, поэтому с целью сэкономить может быть выполнена дуговая сварка своими руками.

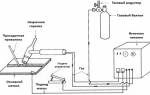
Схема аргонодуговой сварки неплавящимся электродом.
Сварка цветных металлов требует наличия некоторых навыков. Начинающим мастерам можно порекомендовать сначала потренироваться на более простых примерах.
Технология сварки аргоном
Технология сварки дугой в аргоновой среде совмещает в себе некоторые принципы дуговой (электрической) и газовой сварки.В процессе работы используется сварочная дуга. Действия сварщика примерно такие же, как и при обычной газовой сварке.
Электрическая дуга – это элемент сварочного оборудования, который обеспечивает нагрев и расплавление свариваемых поверхностей. Аргон при сваривании применяется из-за того, что при взаимодействии с кислородом образуются оксиды легированных сталей и цветных металлов. В швах образуются пузырьки, из-за чего соединение становится непрочным. Алюминий начинает гореть в кислородной среде. Аргон используется с целью предотвратить взаимодействие кислорода со свариваемыми металлическими поверхностями, а также влияние различных примесей в воздухе на свариваемый металл.

Схема подключения сварочной горелки к источнику питания.
Аргон без труда вытесняет кислород с места сварки благодаря тому, что он на 38% тяжелее воздуха. Подача аргона должна быть начата за 20 с до того, как начнет работать дуга, чтобы подготовить зону сварки. Прекращается подача примерно через 10 с после выполнения сваривания. Химические реакции с участием аргона и свариваемых металлов или газов, которые находятся возле зоны сварки, не происходят. Однако следует учитывать особенность данного инертного газа. Если выполняется сварка на обратной полярности, то от атомов газа отщепляются электроны, из-за чего среда аргона полностью преобразуется в электропроводную плазму.
Для данного типа сваривания можно использовать плавящийся и неплавящийся электрод. В последнем случае используется вольфрам. Он является наиболее тугоплавким металлом. Материал изготовления и оптимальный диаметр используемого электрода зависит от того, какой материал обрабатывается.
 Читайте также:
Читайте также:
Аргонодуговая сварка известна в 3 разновидностях:
- ручная с неплавящимся электродом (РАД);
- автоматическая с вольфрамовым электродом (ААД);
- автоматическая с плавящимся электродом (ААДП).

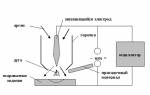
Схема сварочного электрода.
Основной элемент в конструкции горелки для дуговой сварки аргоном – это электрод, изготовленный из вольфрама. Такие электроды не плавятся. Его край должен выступать относительно кончика горелки на 2-5 мм. Установить на специально отведенное место в горелке можно электрод любого диаметра благодаря специальному держателю внутри ее конструкции.
Вокруг основного элемента надевается сопло из керамики. Оно будет обеспечивать подачу аргона к месту сваривания. Кроме того, в ходе работы используется присадочная проволока из того же материала, который сваривается.
Мнение эксперта:
Аргонодуговая сварка – это сложный процесс, который требует определенных навыков и знаний. Однако, выполнить аргонодуговую сварку своими руками возможно при наличии соответствующего оборудования и подготовки. Эксперты рекомендуют начать с изучения теоретической базы и основных принципов работы аргонодуговой сварки. Важно также ознакомиться с техникой безопасности и правильным использованием оборудования. Практическое обучение и опыт играют ключевую роль в овладении этим видом сварки. Поэтому эксперты советуют обратиться за помощью к профессионалам или пройти специальные курсы, чтобы избежать ошибок и обеспечить качественный результат.

Порядок выполнения дуговой сварки аргоном
Прежде всего поверхности, которые будут свариваться, необходимо очистить. С них должны быть удалены любые загрязнения, жир, окислы. Можно воспользоваться механическим или химическим способом очищения.
На подготовленную деталь подается “масса”. С этого действия начинается процесс дуговой сварки без применения аргона. При обработке деталей совсем небольшого размера можно подать ее на рабочий стол из железа или в ванну. Присадочную проволоку не надо включать в электрическую цепь, она должна подаваться отдельно.
Горелка должна находиться в правой руке сварщика, а присадочная проволока – в левой. Горелка оборудована кнопкой, которая включает подачу аргона и тока. Сначала включается подача аргона, а через 20 с – подача тока. Сила подаваемого сварочного тока зависит от свариваемого металла. Горелка с током должна располагаться на расстоянии около 2 мм от металлической поверхности обрабатываемых деталей.

-
Читайте также:

Таблица выбора силы тока для сварки.
В промежутке от свариваемой поверхности до кончика электрода образуется электрическая дуга. В результате происходит расплавление присадочной проволоки и краев деталей, которые свариваются.
Расстояние от кончика электрода до металлической поверхности должно быть минимальным. Это будет способствовать образованию короткой дуги. Металл будет проплавляться глубже при короткой дуге. С наиболее короткой дугой сварочный шов получится максимально тонким и эстетичным. Большая дуга повышает напряжение и снижает качество полученного шва.
Горелку нужно плавно и медленно вести вдоль шва. Нельзя допускать поперечных движений. При этом постепенно по мере необходимости подается присадочная проволока. Качество и внешний вид полученного шва будет полностью зависеть от точности действий сварщика.
Если присадочная проволока будет подаваться резко, то металл будет разбрызгиваться. Для аккуратной подачи проволоки необходима некоторая сноровка в сварочных работах. Удобнее располагать ее перед горелкой. Поперечные движения присадочной проволокой также запрещены. Проволока должна образовывать угол с поверхностью свариваемой детали.
Категорически запрещается прикасаться кончиком электрода металлической поверхности деталей, чтобы вызвать зажигание дуги. Это связано со следующими причинами:
- При касании возникнет искра, которая не позволит ионизировать промежуток между поверхностями деталей и кончиком электрода в достаточной степени. Это связано с высоким потенциалом ионизации аргона.
- На электроде появляются загрязнения после касания поверхностей деталей.
При использовании вольфрамового электрода зажечь дугу удается благодаря осциллятору, подключенному параллельно к источнику питания. Осциллятор обеспечивает подачу высокочастотных высоковольтных импульсов на электрод. Благодаря этому дуговой промежуток ионизируется. Осциллятор преобразует стандартные 220 В и 55 Гц электросети в 2000-6000 В с частотой 150-500 кГц. Благодаря этому электрод легко зажигается.
Интересные факты
-
Аргонодуговая сварка (TIG) – это процесс сварки, при котором в качестве защитного газа используется аргон. Аргон является инертным газом, что означает, что он не реагирует с другими элементами, что делает его идеальным для сварки.
-
Аргонодуговая сварка может использоваться для сварки различных металлов, включая сталь, алюминий, титан и медь. Она также может использоваться для сварки тонких металлов, таких как листовой металл.
-
Аргонодуговая сварка требует специального оборудования, включая сварочный аппарат, баллон с аргоном и сварочную горелку. Сварочный аппарат подает электрический ток на электрод, который плавит металл. Аргон подается через сварочную горелку, чтобы защитить металл от окисления.
Необходимо оборудование
Сварку в аргоновой среде выполнить при помощи обычного дугового сварочного аппарата не получится. Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:

-
Читайте также:

Схема движений электрода при сварке.
- Трансформатор. Можно использовать обычный прибор, предназначенный для дуговой сварки. Однако следует учитывать технологические особенности процесса при выборе подходящей мощности прибора.
- Силовой контрактор. Обеспечивает подачу сварочного напряжения на горелку.
- Осциллятор.
- Устройство для регулировки времени обдувки аргоном. Начинать подавать газ нужно заранее, а прекращать его подачу немного позже, чем отключать горелку. Регулятор нужен для обеспечения этой задержки.
- Сварочная горелка.
- Аргоном в баллоне, который оснащен редуктором.
- Неплавящиеся электроды из вольфрама.
- Дополнительный трансформатор. Он будет обеспечивать питание электричеством для коммутирующих устройств.
- Выпрямитель. С его помощью будет обеспечено питание коммутирующих устройств постоянным током с напряжением 24 В.
- Электрогазовый клапан. При питании переменным током 220 В, постоянным – 24 В.
- Реле включения и выключения для контрактора и осциллятора.
- Индуктивно-емкостный фильтр. Данное оборудование позволяет защитить сварочный трансформатор от высоковольтных импульсов, которые посылает осциллятор.
- Амперметр, чтобы измерять силу сварочного тока.
- Автомобильный аккумулятор. Можно использовать даже неисправный. Он будет последовательно включен в электрическую цепь. Это позволит снизить постоянную составляющую тока, возникновение которой всегда сопровождает сварку переменным током.
- Защитные очки.
Можно на основе этих приборов собрать самостоятельно прибор для сварки аргоном. Выпускается и готовое оборудование, которое можно приобрести в том случае, если нет желания возиться со сборкой аппарата.
Опыт других людей
Аргонодуговая сварка – это важный процесс, который требует точности и навыков. Люди, пытавшиеся выполнить аргонодуговую сварку своими руками, отмечают, что для успешного результата необходимо правильно подготовить оборудование и материалы, следить за чистотой поверхностей и правильно настроить параметры сварки. Опытные сварщики советуют уделить особое внимание обучению и практике, чтобы достичь высокого качества сварочного соединения.

Подбор оптимального режима сварки
Качество сварочных работ определяется правильностью подбора режима сварки.
Используемая полярность и направление тока зависят от характеристик и качеств обрабатываемого материала. Для работы с основными сталями и сплавами применяется постоянный ток с прямой полярностью. Для сваривания цветных металлов применяется переменный ток, полярность при этом должна быть обратной. Этот режим позволит добиться того, что оксидная пленка будет разрушаться быстрее. 70% выделяемого тепла при работе постоянным током приходится на анод, а на катод – остальные 30%. Чтобы качественно проплавлять металлические поверхности и при этом не перегревать электрод, устанавливается прямая полярность.
Таким образом, аргонная сварка своими руками может быть выполнена практически каждым мастером, имеющим некоторые навыки сварочных работ дуговым аппаратом. Для некоторых металлов может быть применен только этот способ сварки. Он обеспечивает создание качественного сварочного шва высокой прочности. Особенно важно это в том случае, если необходимо сварить тонкий металл с доступом к деталям только с 1 стороны.
Частые вопросы
Какие материалы и оборудование необходимы для выполнения аргонодуговой сварки?
Для выполнения аргонодуговой сварки вам понадобятся: аппарат для аргонодуговой сварки, баллон с аргоном, редуктор, сварочный электрод, защитные очки, перчатки, сварочный шлем, щетка для чистки металла и другие инструменты для подготовки и защиты.
Как правильно подготовить поверхность перед аргонодуговой сваркой?
Перед аргонодуговой сваркой необходимо очистить поверхность металла от окислов, жира, краски и других загрязнений с помощью щетки, шлифовального станка или других инструментов. Затем поверхность следует обезжирить и обработать специальным раствором или ацетоном.
Полезные советы
СОВЕТ №1
Перед началом сварки убедитесь, что рабочая область хорошо проветривается, так как при аргонодуговой сварке выделяется вредный газ. Рекомендуется использовать специальную вентиляцию или сварочный вытяжной шкаф.
СОВЕТ №2
При подготовке к сварке очистите металлическую поверхность от окислов, жира и загрязнений. Используйте шлифовальный инструмент или специальные химические средства для очистки.
-
Читайте также:
СОВЕТ №3
Выбирайте правильные параметры сварки, такие как ток, напряжение, скорость подачи проволоки и расход аргонного газа. Это важно для получения качественного сварного шва.








ли со статьей или есть что добавить?